
နားလည်မှု 5 ဝင်ရိုးစီအုပ်စု နည်းပညာနှင့် ကော် ဥပမာ အားသာချက်များ

၅ ဝင်ရိုး စက်မှုလုပ်ငန်းဆိုသည်မှာ အဘယ်နည်း။ ၃ ဝင်ရိုး ဖိုးလ်ခြင်းနှင့် မည်သို့ကွာခြားသနည်း။
လေးချိုင်းနှင့် တစ်ခုတည်းသော ဝင်ရိုး (ယေဘုယျအားဖြင့် A နှင့် B) တို့ကို အပြင် သုံးချိုင်း (X, Y, Z) မျဉ်းဖြောင့်ရွှေ့ပြောင်းမှုများဖြင့် လုပ်ဆောင်သော CNC ဖဲ့ချွဲစက်များသည် တစ်ပြိုင်နက် လေးချိုင်းတွင် ကိရိယာများကို လွတ်လပ်စွာရွှေ့ပြောင်းနိုင်စေပါသည်။ အလုပ်လုပ်နေသော အစိတ်အပိုင်း သို့မဟုတ် ဖဲ့ချွဲသောကိရိယာကို အကောင်းဆုံးထောင့်မှ တစ်ဆင့် စက်ဖြင့် လုပ်ဆောင်နေစဉ် အနေအထားကို ပြောင်းလဲပေးသောကြောင့် အလုပ်သမားများက တစ်ခါတစ်ရံ ရပ်တန့်ပြီး အားလုံးကို ပြန်လည်စီစဉ်ပေးရန် လိုအပ်မှုကို လျော့နည်းစေပါသည်။ လေယာဉ်ထုတ်လုပ်ရေး၊ ကားထုတ်လုပ်ရေးနှင့် ဆေးဘက်ဆိုင်ရာကိရိယာများ ထုတ်လုပ်သည့် စက်မှုလုပ်ငန်းများတွင် အထူးတန်ဖိုးရှိပါသည်။ အရိုးအသေးများကို အရည်အသွေးကို မထိခိုက်ဘဲ ထုတ်လုပ်နိုင်စေရန်နှင့် ထုတ်လုပ်မှုအချိန်ကို များပြားစေရန် အတွက် ဖြစ်ပါသည်။
၅-ဝင်ရိုး CNC စက်ဖြင့် ဖဲ့ချွဲခြင်း၏ အဓိကအားသာချက်များ- စီစဉ်မှုအချိန်ကို လျော့နည်းစေခြင်းနှင့် တူရှုံးများပြားမှုကို တိုးတက်စေခြင်း
အစိတ်အပိုင်းများကို တစ်ပြိုင်နက်တည်းတွင် စက်ဖြင့် ကြိတ်ချွန်းနိုင်သည့် လုပ်ဆောင်မှုများစွာ ပြုလုပ်နိုင်သော်လည်း တံဆွဲထားသောနေရာတွင် 5 ဝင်ရိုးစက်များသည် ထုတ်လုပ်မှုအတွင်း အစိတ်အပိုင်းများကို အကြိမ်ကြိမ်ရွှေ့ပြောင်းနေစဉ်တွင် ဖြစ်ပေါ်လာသော အမှားငယ်များကို သက်သာစေပါသည်။ အခြားသော သုတေသနများအရ မူလက 3 ဝင်ရိုးစက်များအတွက် အသုံးပြုသော အချိန်များကို နှိုင်းယှဉ်ပါက ဤတိုးတက်သောစက်များသို့ ပြောင်းလဲသော စက်ရုံများတွင် စတင်သည့်အချိန်များသည် နှစ်ပိုင်းတစ်ပိုင်းခန့် လျော့နည်းသွားသည်ဟု ပြီးခဲ့သည့်နှစ်က ထုတ်ဝေသော စက်မှုလုပ်ငန်းဆိုင်ရာ စာတမ်းများတွင် ဖော်ပြထားပါသည်။ သို့ရာတွင် အမှန်တကယ် ထင်ရှားစေသည့်အချက်မှာ ထောင့်စွန်းများ၊ ရှုပ်ထွေးသော အောက်ခြေကွဲများ၊ အခြေခံစက်များဖြင့် ထိရောက်သော နက်နဲသော နေရာများကို ကိုင်တွယ်ဖြေရှင်းရာတွင် ထောင့်များကို တစ်ပြိုင်နက်တည်း ပူးပေါင်းလုပ်ဆောင်မှုဖြစ်ပါသည်။ ဤလိုအပ်ချက်များကို ဖြည့်ဆည်းပေးနိုင်သော လျော်ညီသော တိကျမှုများကြောင့် တူရိယာပြုလုပ်သူများနှင့် ပရိုတိုထိပ်ပေါ်စက်ရုံများစွာသည် ပုံစံများကို ဖန်တီးရာတွင်၊ ထုတ်ကုန်ဒီဇိုင်းအသစ်များကို စမ်းသပ်ရာတွင်၊ အသေးစားအမှုန်းများတွင် တိကျမှုအရေးကြီးသောနေရာများတွင် 5 ဝင်ရိုး CNC ကြိတ်စက်များကို အားထားကြပါသည်။
ရှုပ်ထွေးသော ဂျီဩမေတြီ ပြုလုပ်မှုတွင် အထက်စား မျက်နှာပြင်အဆင့်အတန်းနှင့် တိကျမှု
စက်သုံးစက်များဖြင့် လုပ်ပေးသော စက်သုံးကိရိယာလမ်းကြောင်းတိုများက စက်မှုလုပ်ငန်းများအတွင်းမှ ကွေးလျော့မှုကို လျော့ကျစေပြီး ပုံမှန်သုံးဝင်ရိုးစက်များနှင့် ယှဉ်လျှင် မျက်နှာပြင်များ၏ ကွဲပြားမှု ထက်ဝက်ခန့်သာ ရှိစေသည်။ ဖြတ်စက်နဲ့ လုပ်နေရတဲ့ ပစ္စည်းကြားမှာ အမြဲထိတွေ့မှုရှိတဲ့အခါ တုန်ခါမှုတွေလည်း သိသိသာသာ ကျဆင်းသွားပြီး တိကျတဲ့ သည်းခံမှု အချိုးအစားတွေ ဖြစ်စေတယ်။ အပေါင်း (သို့) အနှုတ် 0.005 မီလီမီတာတောင်မှ တိတန် (သို့) မိတ်ကပ်မပါတဲ့ သံမဏိပေါင်းစပ်မှုလို လေယာဉ်တာဘိုင်အဖုံးတွေ (သို့) ဆေးဘက်ဆိုင်ရာ အသားတင်ပစ္စည်းလို စက်မှုလုပ်ငန်းတွေ ထုတ်လုပ်တဲ့ အစိတ်အပိုင်းတွေဟာ ဒီတိကျမှုမျိုးကို တကယ်လိုအပ်တယ်။ အကြောင်းက အဏုကြည့်အဆင့်မှာရှိတဲ့ အနည်းငယ်သော အမှားတွေဟာ ဒီအပိုင်းတွေ အချိန်ကြာလာတာနဲ့အမျှ အလုပ်ဖြစ်ပုံကို တကယ် ပျက်စီးစေနိုင်လို့ပါ။
အချိုး ၅ချောင်း CNC စက်မှုလုပ်ငန်း၏ အနှောင့်အယှက်များနှင့် စိန်ခေါ်မှုများ
၅ ဝင်ရိုးမီးလ်သည် ရှုပ်ထွေးသော အစိတ်အပိုင်းများ ပြုလုပ်ရာတွင် ကောင်းမွန်သော်လည်း အတန်ငယ် တင်းကျပ်သော လိုအပ်ချက်များ ပါရှိပါသည်။ ဤစက်များသည် အပူပိုမိုထုတ်လုပ်မှုကြောင့် ဖြစ်ပေါ်သော အရွယ်အစားပြောင်းလဲမှုများကို ကိုင်တွယ်ရန် အထူးစနစ်များနှင့် အတွေ့အကြုံရှိသော ပရိုဂရမ်မာများကို လိုအပ်ပါသည်။ ယခုတစ်ဖန် ဂဏန်းများအကြောင်း ပြောကြပါစို့။ အစောပိုင်းတွင် အများအားဖြင့် ဒေါ်လာ သိန်းဝက်ထက် ပိုမိုသော ကုန်ကျစရိတ်ရှိပြီး ပုံမှန် ၃ ဝင်ရိုးစက်များနှင့် နှိုင်းယှဉ်ပါက ထိန်းသိမ်းရေးကုန်ကျစရိတ်မှာ ၃၀ မှ ၄၀ ရာခိုင်နှုန်းအထိ ပိုမိုကုန်ကျပါသည်။ အထူးသဖြင့် သေးငယ်သော ဆိုင်များအတွက် ဤသည်မှာ အမှန်တကယ် ရှုပ်ထွေးသော ပြဿနာတစ်ခုဖြစ်ပါသည်။ ထိုကုန်ကျစရိတ်ကြီးများကို ထုတ်လုပ်မှုအမြန်နှုန်းနှင့် နှိုင်းယှဉ်ကာ ဆုံးဖြတ်ရပါမည်။ တစ်ခါတစ်ရံတွင် အစိတ်အပိုင်းများသည် ရှုပ်ထွေးမှုမရှိပါက စီးပွားရေးအရ ထိုအပိုစွမ်းရည်များမှာ တန်ဖိုးမရှိတော့ပါ။
နှိုင်းယှဉ်ခြင်း 5 ဝင်ရိုးစီအုပ်စု ပုံစံများနှင့် ၎င်းတို့၏ စွမ်းဆောင်ရည်အပေါ်တွင် သက်ရောက်မှု
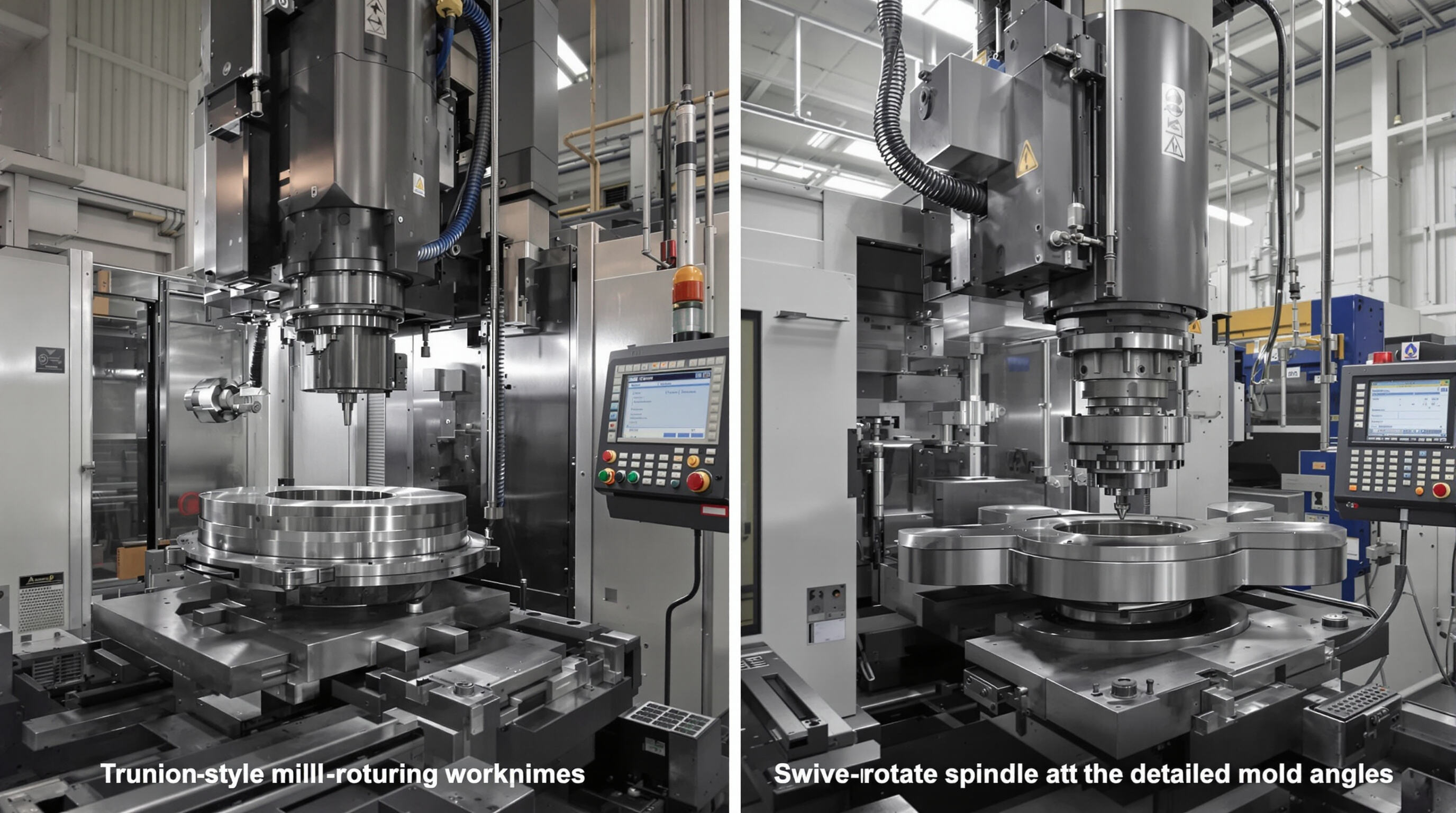
Trunnion ပုံစံ နှင့် swivel-rotate ပုံစံ ၅ ဝင်ရိုးစက်ဒီဇိုင်းများ
ထရန်နီယံပုံစံစက်များသည် အလုပ်စွမ်းဆောင်ရွက်နေသည့် ပစ္စည်းများကို A (X-axis) နှင့် C (Z-axis) ဘီလူးတို့တွင် ပုံမှန်အားဖြင့် တံဆိပ်ထိုးထားသော ဝန်းထောင့်နှစ်ခုလုံးကို လှည့်ခြင်းဖြင့် လုပ်ဆောင်ပါသည်။ ဤစီစဉ်မှုသည် လေယာဉ်နှင့် အာကာသယာဉ်များတွင် အသုံးပြုသည့် အစိတ်အပိုင်းများကို ထုတ်လုပ်ရာတွင် လူကြိုက်များသောကြောင့် ခက်ခဲသောပစ္စည်းများကို ဖြတ်တောက်နေစဉ်တွင် တည်ငြိမ်မှုကို ထိန်းသိမ်းထားပေးပါသည်။ နောက်တစ်ဖက်တွင်၊ လှိမ့်ခြင်းနှင့် လှည့်ခြင်းစက်များတွင် B (Y-axis) နှင့် C (Z-axis) တို့တွင် ပုံမှန်အားဖြင့် တံဆိပ်ထိုးထားသော မတူညီသော လှိမ့်ခြင်းများပေါ်တွင် စပ်ပိုင်းကို တပ်ဆင်ထားပါသည်။ ဤစက်များသည် မော်လ်ဒ်များနှင့် ရှုပ်ထွေးသောပုံစံများအတွက် လိုအပ်သော ရှုပ်ထွေးသော ထောင့်များကို ရယူရန် စက်မှုအရာရှိများအား ခွင့်ပြုပါသည်။ အများအားဖြင့် ထရန်နီယံစက်များသည် ပစ္စည်းများစွာကို အမြန်ဖယ်ရှားရာတွင် ပိုမိုကောင်းမွန်စွာ ခံနိုင်ရည်ရှိသော်လည်း ကျဉ်းမြောင်းသောနေရာများနှင့် ရှုပ်ထွေးသော အောက်ခြေထောင့်များကို ကိုင်တွယ်ရာတွင် လှိမ့်ခြင်းစီစဉ်မှုများသည် လုပ်ငန်းဆောင်တွင် ပစ္စည်းကို အတတ်နိုင်ဆုံး ဟန့်တားခြင်းမရှိသောကြောင့် အနိုင်ရပါသည်။
စွမ်းအားနှစ်ခုပိုင်း စပ်ပိုင်းခေါင်းနှင့် စားပွဲကိုင်းနှိုက်စွမ်းသည့် ပုံစံများနှင့် နှိုင်းယှဉ်ခြင်း
ဒြပ်ပိုင်းစပိုင်ဒယ်ခေါင်းသည် တူဘိုင်းလက်တံများကို တစ်ပတ်လုံးတွင် ရွှေ့ပြောင်းနိုင်စေပြီး တူဘိုင်းလက်တံများကိုင်တွယ်ရာတွင် အလွန်အရေးပါသည်။ နောက်ပိုင်းတွင် စားပွဲကို အတိုင်းအတာအလိုက် တင်ပေးသည့်စနစ်များသည် အခြားဘက်သို့ လှည့်ထားသော အိပ်ယာများပေါ်တွင် အလုပ်စားပွဲကိုယ်တိုင်ကို ရွှေ့ပြောင်းပေးသည်။ တိုးတက်သော ၅ ဝင်ရိုးမီးလင်းစက်များသည် ဤနည်းလမ်းနှစ်ခုကို တစ်ပြိုင်နက် ပေါင်းစပ်ပေးသည်။ ထို့ကြောင့် အပိုင်းများကို ရပ်တန့်ပြီး အများပြားသော မျက်နှာပြင်များကို ပြန်လည်တပ်ဆင်ရန်မလိုဘဲ အလုပ်စားပွဲနှင့် လှီးဖြတ်သည့်ကိရိယာနှစ်မျိုးကို တစ်ပြိုင်နက် ကိုင်တွယ်နိုင်သည်။ ယူနီဗာဆယ်စက်စီမံပုံများသည် အော်ပရေတာများအား ဖြစ်နိုင်သမျှ လွတ်လပ်စွာ လုပ်ဆောင်နိုင်စေသော်လည်း ထပ်တိုးရှုပ်ထွေးမှုများကိုလည်း ယူဆောင်လာသည်။ အကွက်ပုံစံဖြင့်ဖွဲ့စည်းထားသော အစိတ်အပိုင်းများကို အလုပ်လုပ်ရာတွင် စားပွဲကို အတိုင်းအတာအလိုက် တင်ပေးသည့်စက်များသည် အလုပ်လုပ်သည့်လမ်းကြောင်းကို ရိုးရှင်းစွာထိန်းသိမ်းထားသောကြောင့် ပိုမိုသင့်လျော်သည်။ စက်သည် အချိန်ကြာလာသည်နှင့်အမျှ မည်မျှတည်ငြိမ်စွာရှိနေမည်ကို စက်၏ဒီဇိုင်းအသေးစိတ်များအပေါ်တွင်လည်း အများအားဖြင့် မူတည်ပါသည်။ တည်ထောင်ထားသော အအေးပေးစနစ်များဖြင့် တပ်ဆင်ထားသောစက်များသည် အပူချိန်ပြောင်းလဲမှုကြောင့် ပြဿနာများဖြစ်ပေါ်စေနိုင်သော ရှည်လျားသော လုပ်ဆောင်မှုများအတွင်း ယေဘုယျအားဖြင့် ပိုမိုတိကျသောတိကျမှုကို ထိန်းသိမ်းထားနိုင်သည်။
၃+၂ ဝင်ရိုး စက်ဖြင့် ကုတ်ခြင်းနှင့် ဆက်တိုက် ၅ ဝင်ရိုး မီးလင်းခြင်းကိုနားလည်ခြင်း
၃+၂ ကုတ်ခြင်းနည်းပညာသည် ကုတ်သည့်ခေါင်းကို ထပ်တိုးထားသော ထောင့်များတွင် ထားရှိပေးခြင်းဖြင့် ထိုသုံးဝင်ရိုးမီးလင်းလမ်းကြောင်းများကို ရှင်းလင်းစေပါသည်။ တိကျသောနေရာချထားရန်လိုအပ်သော မျက်နှာပြင်ညီများစွာကို ကိုင်တွယ်ရာတွင် ဤနည်းသည် အလွန်ကောင်းမွန်ပါသည်။ ထို့နောက်တွင် ကိရိုးတစ်ခုလုံးတွင် ကိရိုးများ တစ်ပြိုင်နက် ရွေ့လျားသော ဆက်တိုက် ၅ ဝင်ရိုး မီးလင်းခြင်းလည်းရှိပါသည်။ ရလဒ်အနေဖြင့် ISO စံနှုန်းများအရ ၀.၀၂ မီလီမီတာခန့်ကိုက်ညီမှုဖြစ်ပြီး ရှုပ်ထွေးသောပုံသဏ္ဍာန်များရှိသော ပန်ကာလှောင်တမံများအတွက် အကောင်းဆုံးဖြစ်ပါသည်။ Tooling Research Institute မှ အချို့သုတေသနများအရ ၃+၂ သို့ပြောင်းလဲခြင်းသည် ပရိုဂရမ်များကို စိတ်အနှိပ်စက်မှုများကို ၄၀% ခန့်လျော့နည်းစေနိုင်ပါသည်။ သို့ရာတွင် ဆက်တိုက်မီးလင်းခြင်း၏ အထူးထုတ်ကိုယ်ပိုင်အားသာမှာ ဒုတိယအဆင့် စီစဉ်မှုများကို လုံးဝဖယ်ရှားပေးနိုင်ခြင်းဖြစ်ပါသည်။ ဆေးဘက်ဆိုင်ရာအစားထိုးအင်္ဂါများကဲ့သို့ ရှုပ်ထွေးသော ကွေးကောက်များအတွက် ဤနည်းသည် အများအားဖြင့် အချိန်၏ နှစ်ပုံတစ်ပုံခန့်ကို ခြွေတို့ပေးနိုင်ပါသည်။
အလုပ်လုပ်နိုင်သော ဧရိယာအရွယ်အစား၊ အစိတ်အပိုင်းများ ဝင်ရောက်နိုင်မှုနှင့် ပုံစံများစွာတွင် တည်ငြိမ်မှု
စက်ပိုင်းခြားမှုက အသုံးပြုနိုင်သော အလုပ်နေရာကို တိုက်ရိုက်ဆုံးဖြတ်သတ်မှတ်ပေးသည်။ တွန်းနီယန်စနစ်များသည် အများအားဖြင့် အကွာအဝေး ၂၀% ပို၍ ပေးစွမ်းနိုင်သော်လည်း အနက်ရှိုင်းပိုက်ဆက်ခြင်းကို ဆုံးရှုံးရပါသည်။ အောက်ပါအတိုင်း ဝင်ရောက်နိုင်မှုညွှန်းကိန်းများကို နှိုင်းယှဉ်ကြည့်ပါ။
| ပုံပြင် | အများဆုံး ကိရိယာထောင့် | နက်ရှိုင်းသော အပေါက်ဝင်ရောက်နိုင်မှု | တီထွင်မှု ညွှန်းကိန်း |
|---|---|---|---|
| တွန်းနီယန် စားပွဲ | ၁၁၀° | တော်ရုံတန်ရုံ | ⭐⭐⭐⭐⭐ |
| ဘီးလှည့်တုံးချောင်း | 130° | အထူးထူးခြားသော | ⭐⭐⭐⭐⭑ |
| မျှတသော ယူနီဗာဆယ် | ၁၈၀° | သာလွန်သည်။ | ⭐⭐⭐⭐⭐ |
တီထွင်မှုသည် တုန်ခါမှုကိုခုခံနိုင်မှုနှင့် ဆက်စပ်နေပါသည်။ တွန်းနီယန်စနစ်များတွင် တစ်ခုတည်းသော သံ casting များကြောင့် တစ်ယာမင်တီထုတ်လုပ်မှုနှုန်းသည် ဘီးလှည့်တုံးချောင်းဒီဇိုင်းများထက် ၁၅% ပိုမိုမြင့်မားပါသည်။
တိကျမှု၊ တီထွင်မှုနှင့် အပူချိန်တည်ငြိမ်မှုကို စိစစ်ဆန်းစစ်ပါ။ 5 ဝင်ရိုးစီအုပ်စု စနစ်များ
အမှန်အကန်ဖြတ်တောက်မှုတွင် စက်ပိုင်းခြင်းနှင့် အက်ရှင်း 5 ခုပါဝင်သော CNC ဖြတ်တောက်မှုတွင် စက်၏ခိုင်ခံ့မှုနှင့် စွမ်းဆောင်ရည် တည်ငြိမ်မှု၏ အခန်းကဏ္ဍ
အက်ရှင်း 5 ခုပါဝင်သော CNC ဖြတ်တောက်မှုတွင် မိုက်ခရွန်စ် အဆင့်အတိကျမှုကို ရရှိနိုင်ရန်အတွက် စက်၏ခိုင်ခံ့မှုက အရေးကြီးပါသည်။ ဖြတ်တောက်သည့်အားကိုခံနိုင်သော စက်များသည် ဤအလုပ်များအတွက် မရှိမဖြစ်လိုအပ်ပါသည်။ ထုတ်လုပ်သူများက စက်များကို ခိုင်မာသော တည်ဆောက်ပုံဒီဇိုင်းများဖြင့် တည်ဆောက်ပြီး ဂရိနိတ်အခြေခံများဖြင့် ဖြည့်စွက်ပေးပါက တည်ငြိမ်မှုပိုကောင်းလာပါသည်။ ထိုသို့လုပ်ဆောင်ခြင်းဖြင့် စပိနယ်လ်သည် မိနစ်လျှင် 15,000 ပတ်နှုန်းဖြင့် လှည့်ပတ်နေသည့်အခါတွင်ပင် တုန်ခါမှုများကို လျော့နည်းစေပါသည်။ မျက်နှာပြင်အဆင့်အတန်းအတွက် အရေးကြီးသော အချက်မှာ စက်၏ခိုင်ခံ့မှုပင်ဖြစ်ပါသည်။ ခိုင်ခံ့သော အက်ရှင်း 5 ခုပါဝင်သော စက်များသည် လေကြောင်းပိုင်းဆိုင်ရာ အလွန်တိကျသော ပစ္စည်းများကို အလုပ်လုပ်နေစဉ် မိုက်ခရွန် 5 ခုအတွင်းတွင် တိကျမှုကို ထိန်းသိမ်းထားနိုင်ပါသည်။
အပူချိန်ကို ပြင်ဆင်ပေးသော စနစ်များနှင့် အက်ရှင်း 5 ခုပါဝင်သော စက်များတွင် ရှည်လျားသောကာလအတွင်း တိကျမှု
အပူချိန်ပြောင်းလဲမှုကြောင့် ဘီယာရင်းများနှင့် ပျော့စ်များသည် မီတာလျှင် 20 မိုက်ခရွန်အထိ ရွေ့နိုင်သောကြောင့် အပူပြဲ့ထွင်းမှုပြဿနာများကြောင့် ဆက်တိုက်လည်ပတ်မှုကို ထိန်းသိမ်းထားရန် ခက်ခဲပါသည်။ ဤပြဿနာကို ကျော်လွှားရန်အတွက် စက်ပိုင်းဆိုင်ရာ အစိတ်အပိုင်းများနှင့် ဘောလ်စက်ရုပ်များတွင် တပ်ဆင်ထားသော ခေတ်မှီကိရိယာများသည် စပိန်နယ်ဟောက်ဆီင်းအတွင်းရှိ ဆင်ဆာများကို ပါဝင်စေပါသည်။ ဤဆင်ဆာများသည် CNC ထိန်းချုပ်ကိရိယာသို့ တစ်ကွ အချက်အလက်များကို ပို့ဆောင်ပေးသောကြောင့် အလိုအလျောက် အညီအမျှဖြစ်စေရန် ပြုလုပ်ပေးပါသည်။ အဆိုပါအချက်သည် စက်များသည် နာရီ 8 နာရီတစ်ဝက်လုံးတွင် လက်မ၏ ပလပ်စ် သို့မဟုတ် နှစ်ထပ်တိကျမှုကို ထိန်းသိမ်းထားနိုင်သည်ကို ဆိုလိုပါသည်။ ဤတိကျမှုအဆင့်သည် အလွန်အမင်းကောင်းမွန်ခြင်းသာမကဘဲ ဆေးဘက်ဆိုင်ရာ အစားထိုးအင်ပလန့်ထုတ်လုပ်သူများသည် လူနာများ၏ ဘေးကင်းရေးကို သေချာစေရန်အတွက် ဤတိကျမှုကို အားထားရပါသည်။
တိကျမှု တိုင်းတာခြင်း- ISO စံနှုန်းများနှင့် ၅-ဝင်ရိုး CNC စက်များတွင် တကယ့်ကမ္ဘာက စွမ်းဆောင်ရည်
ISO 230-2 သည် လေဆာအီန်တာဖဲရိုမီတာနည်းပညာများအပေါ် အခြေခံသော စံသတ်မှတ်ထားသည့်စမ်းသပ်မှုလုပ်ထုံးလုပ်နည်းများကို ဖော်ပြထားပါသည်၊ သို့ရာတွင် လက်တွေ့လုပ်ဆောင်မှုများတွင် ဖြစ်ပျက်မှုများမှာ အများအားဖြင့် စီစဉ်ထားမှုနှင့် အသုံးပြုနေသည့်ကိရိယာများအပေါ်တွင် အလွန်အမင်းမူတည်ပါသည်။ သုတေသနများအရ အပူချိန်ပြောင်းလဲမှုများကြောင့်သာ တိကျမှုမရှိသော တိုင်းတာမှုများ၏ ၆၀ ရာခိုင်နှုန်းခန့်ကို ဖြစ်ပေါ်စေသည်ကိုတွေ့ရပါသည်။ အထက်ယူနိုင်သော ပြင်ဆင်မှုများကို မလုပ်ဆောင်သောအခါတွင် ဖြစ်ပေါ်မှုများကို လေ့လာတွေ့ရှိရပါသည်။ အထူးသဖြင့် အတိုင်းအတာများစွာတိကျသော မီးလ်လုပ်ဆောင်မှုများပေါ်တွင် လေ့လာမှုများမှ နောက်ထပ်စိတ်ဝင်စားဖွယ်ရှိသောအချက်များကိုလည်း တွေ့ရပါသည်။ ထုတ်လုပ်သူများသည် ထိုကဲ့သို့သော တိုးတက်သော အမှားအယွင်းများကို မြေပုံပြုလုပ်သည့်နည်းစနစ်များကို အကောင်အထည်ဖော်သည့်အခါတွင် တိုင်းတာမှုများတွင် မတူညီမှုများကို သိသာစွာလျော့နည်းစေပါသည်။ ထို့ကဲ့သို့သော တိုးတက်မှုများကြောင့် သီအိုရီအလျောက် ဓာတ်ခွဲခန်းရလဒ်များနှင့် စက်ရုံထုတ်လုပ်ရေးလုပ်ငန်းစဉ်များအတွင်း တစ်နေ့တာလုပ်ဆောင်မှုများတွင် ဖြစ်ပေါ်နေသောအရာကို ချဉ်းကပ်နိုင်ရန် ကူညီပေးပါသည်။
စပိန်ဒယ်စွမ်းဆောင်ရည်နှင့် အစာကျွေးနှုန်းကို အကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ခြင်းအတွက် ၅ ဝင်ရိုး CNC စက်တူးချွဲခြင်း
ပစ္စည်းများစွာအတွက် စပိန်ဒယ်အမြန်နှုန်း၊ တွန်းအားနှင့် စွမ်းအင်လိုအပ်ချက်များ
အခုခေတ် ၅ ဝင်ရိုးမီးလင်းစက်များဖြင့် လုပ်ဆောင်သည့်အခါ ပစ္စည်းများအလိုက် အဆင့်မြင့် spindle ကို တပ်ဆင်မှုမှန်ကန်စေရန် အရေးကြီးပါသည်။ အလူမီနီယမ်နှင့် ပေါင်းစပ်ပစ္စည်းများအတွက် စက်မှုလုပ်ငန်းများကို ၄၀,၀၀၀ RPM ထက်မြင့်မားစွာ လည်ပတ်စေခြင်းဖြင့် အလုပ်ခြင်းအပိုင်းတွင် အပူချိန်များကို ထိန်းသိမ်းထားနိုင်ပြီး ထုတ်လုပ်မှုကို အမြန်ဆုံးဖြစ်စေပါသည်။ သို့သော်လည်း ဟာ့ဒင်းန်သံမဏိများကို ကွဲပြားစွာကိုင်တွယ်ရပါသည်။ ဤပစ္စည်းများအတွက် ၆,၀၀၀ မှ ၁၂,၀၀၀ RPM အတွင်း နှေးကွေးသော အမြန်နှုန်းများကို အသုံးပြုရန်လိုအပ်ပြီး ထိရောက်စွာဖြတ်တောက်နိုင်ရန် တိုက်ကျသော အားကို အနည်းဆုံး ၄၀ နျူတန်မီတာအထိ လိုအပ်ပါသည်။ ရှည်လျားသော စက်မှုလုပ်ငန်းများတွင် တည်နေရာတိကျမှုကို ထိန်းသိမ်းထားရန် အရေးကြီးပါသည်။ အပူချိန်ကို အကောင်းဆုံး ကြောင့်ကွဲပြားမှုများကို ပြင်ဆင်ပေးသော စနစ်များကို အသုံးပြုခြင်းဖြင့် အမှားအယွင်းများကို ပလပ်စ် သို့မဟုတ် မိုင်ခရွန်ပေါ်တွင် ၅ အတွင်း ထိန်းသိမ်းထားနိုင်ပါသည်။ တိတေနီယမ်ကို ဖြတ်တောက်သည့်အခါတွင် ဖြတ်တောက်မှုအားများ အများအပြား ပြောင်းလဲနေတတ်သောကြောင့် ဤအချက်မှာ အထူးအရေးကြီးပါသည်။
ထိရောက်သော ၅ ဝင်ရိုးမီးလင်းစက်များအတွက် အစာကျွေးနှုန်း အကောင်းဆုံးဖြစ်အောင် လုပ်ဆောင်နည်းများ
ကိရိယာများကို ပုံလိမ့်မသွားစေဘဲ ထုတ်လုပ်မှုအဆင့်ကို ထိန်းသိမ်းပေးရန် ဖိတ်နှုန်းမှုနှင့် ချစ်ပ်တင်ဆောင်မှုတို့၏ ညီမျှခြင်းကို ရရှိရန် လိုအပ်ပါသည်။ လေကြောင်းထုတ်လုပ်မှုတွင် အန္တရာယ်ရှိသော ပါတ်များကိုင်တွယ်ရာတွင် အက်ဒဲပ်တိဖ်ဖိတ်စနစ်များက အမြန်နှုန်းကို ၁၅ မှ ၃၀ ရာခိုင်နှုန်းအထိ အလိုအလျောက်ပြင်ဆင်ပေးနိုင်ပါသည်။ NIST ၏ ၂၀၂၃ ခုနှစ်က သုတေသနအရ ဤကဲ့သို့ပြင်ဆင်ခြင်းမှာ စက်အလှည့်အကျ ၂၂ ရာခိုင်နှုန်းခန့် လျော့နည်းစေပါသည်။ ရှုပ်ထွေးသောပုံစံများကိုင်တွယ်ရာတွင်မူ အထူးသဖြင့် လိုအပ်ပါသည်။ ကတ်တူးကိရိယာများအတွက် ဗက်တာအခြေခံသောလမ်းကြောင်းစီမံခန့်ခွဲမှုမှာ လုပ်ငန်းစဉ်အတွင်း ချစ်ပ်အထူကို တစ်သမတ်တည်းထိန်းသိမ်းပေးပါသည်။ စက်မှုလုပ်ငန်းစမ်းသပ်မှုများအရ ဤနည်းလမ်းမှာ စံသတ်မှတ်ထားသော တိုက်ရိုက်နည်းလမ်းများနှင့် နှိုင်းယှဉ်ပါက ကိရိယာအသက်ကို ၃၅ ရာခိုင်နှုန်းခန့် ကြာရှည်စေပါသည်။ ထုတ်လုပ်မှုအချိုးအစားများကို လည်ပတ်နေချိန်တွင် ဤအချက်မှာ အကြီးအကျယ်ကွာခြားမှုဖြစ်စေပါသည်။
ကိစ္စပြုပုံရိပ်- လေကြောင်းအစိတ်အပိုင်းထုတ်လုပ်မှုတွင် အမြန်နှုန်းမြင့်စပ်ဒယ်များ ပေါင်းစည်းခြင်း
တူရှင်းလက်ပတ်တစ်ခု ထုတ်လုပ်သူသည် 30 kW အများဆုံးပါဝါနှင့် 42,000 RPM စွမ်းရည်များပါဝင်သော ဟိုက်ဘရစ်စပိန်ဒယ်စီးတွင် ပြောင်းလဲပြီးနောက် ထုတ်လုပ်မှုစက်ချိန်များ ၂၀% မြန်ဆန်လာခဲ့သည်။ ဤစနစ်ကို ထူးခြားစေသည့်အချက်မှာ လည်ပတ်စဉ်တွင် တုန်ခါမှုများကို ဘယ်လိုကိုင်တွယ်တယ်ဆိုတာပါ။ တက်ကြွသော ဒမ်ပင်းနည်းပညာသည် မျက်နှာပြားမျက်နှာပြင်ကို ၀.၈ မိုက်ခရွန်မှ ၀.၃ မိုက်ခရွန်အထိ လျော့နည်းစေခဲ့ပြီး ဂျက်အင်ဂျင်လက်ပတ်များအတွက် တင်းကျပ်သောစံနှုန်းများကို ဖြည့်ဆည်းပေးပါသည်။ ထုတ်လုပ်သူများက ယနေ့ခေတ်တွင် ပြောဆိုနေသည့် အခြားအရာတစ်ခုမှာ ဤအထူးပြုပုံစီမှုသည် ၁၄ ကီလိုဂရမ်ခန့်အလေးချိန်ရှိသော Inconel 718 အင်ဂျင်မောင့်များကို တစ်ခုတည်းသောစီစဉ်မှုဖြင့် စက်ဖြင့်တူးဖောက်နိုင်စေသည်။ ဤတီထွင်မှုမပေါ်မီက လုပ်သားများသည် စံသတ်မှတ်ထားသော ၃-ဝင်ရိုးစက်များကို အသုံးပြု၍ လုပ်ငန်းစဉ် ၃ ခုထက်မနည်းကို ပြုလုပ်ရပါမည်။
တူညီသည့် 5 ဝင်ရိုးစီအုပ်စု သင့်ထုတ်လုပ်မှုလိုအပ်ချက်များအတွက် အင်္ဂါရပ်များ- ဝယ်ယူသူများအတွက်လမ်းညွှန်စာအုပ်
၅ ဝင်ရိုးမီးလ်ကိုရွေးချယ်စဉ်တွင် ဆန်းစစ်ရမည့် အဓိကအချက်များ
5 ဝင်ရိုး မီလ်ကို ရွေးချယ်ခြင်းသည် စွမ်းဆောင်ရည်ဆိုင်ရာ လိုအပ်ချက်များနှင့် လည်ပတ်မှုဆိုင်ရာ ပန်းတိုင်များကို တွန်းအားပေးရန် လိုအပ်ပါသည်။ ဤအချက်များကို ဦးစားပေးပါ။
- အလုပ်လုပ်နိုင်သည့် အရွယ်အစား (XYZ ဝင်ရိုးတွင် အများအားဖြင့် 500–2,000 mm) အစိတ်အပိုင်းများ၏ အရွယ်အစားကို ထည့်သွင်းနိုင်ရန်
- စပင်ဒယ်အမြန်နှုန်း (15,000–42,000 RPM) နှင့် တိတိနီယမ် သို့မဟုတ် Inconel® ကဲ့သို့သော ပစ္စည်းများအတွက် တွန်းအားကျသော အမျိုးအစားများ
- တည်နေရာတိကျမှု (<5 μm) နှင့် ISO 230-2 စံချိန်စံညွှန်းများအရ ထပ်မံတိကျမှုများ
- ကိရိယာ အစားထိုးနိုင်သည့် စွမ်းရည် (24–120 ကိရိယာများ) ဖြတ်တောက်ခြင်းမဟုတ်သည့် အချိန်ကို နည်းပါးစေရန်
2023 ခုနှစ်တွင် စက်ပိုင်းဆိုင်ရာ အစိတ်အပိုင်းများကို စုဆောင်းသည့် စာရင်းဇယားအရ ကိရိယာစနစ် 40 ခုထက်ပိုသုံးသည့် ထုတ်လုပ်သူများသည် အသေးစား မဂ္ဂဇင်းများနှင့် နှိုင်းယှဉ်ပါက စတင်သည့်အချိန်ကို ၃၇% လျော့နည်းစေခဲ့ကြောင်း တွေ့ရသည်။
5 ဝင်ရိုးနည်းပညာကို တိုးတက်စေရာတွင် ဦးဆောင်ထုတ်လုပ်သူများ၏ အခန်းကဏ္ဍ
တီထွင်ဆန်းသစ်မှု ဦးဆောင်သူများသည် စျေးကွက်တွင် အရေးကြီးသော ပြောင်းလဲမှု သုံးမျိုးကို ဦးတည်ပေးသည်။
- စနစ်ချုပ်ကိုင်မှုစုစည်းထားသောစနစ်များ 5-ဝင်ရိုးအဆင့်ခြောက်ဆင့်နှင့် အက်ဒေါ့ပ်တိက်ဖီးဒ်နှုန်းအား အကျိုးရှိစွာ အသုံးပြုခြင်းကို ပေါင်းစပ်ခြင်း
- မီးတစ်ခုခုဖြင့် ဆက်စပ်နိုင်သော ဒီဇိုင်းများ <4 နာရီအတွင်း ပြန်လည်ပြောင်းလဲနိုင်သော စွန့်ထုတ်ခေါင်း/ပြောင်းလဲနိုင်သော စားပွဲကို တပ်ဆင်နိုင်စေရန်
- ပစ္စည်းအလိုက် စက်များအတွက် ပက်ကေ့ချ်များ ကာဗွန်ဖိုင်ဘာကွန်ပိုစစ်များနှင့် ဂရိတ်အလိုးယားများအတွက်
ထုတ်လုပ်သူများသည် နှစ်စဉ်ဝင်ငွေ၏ 18–22% ကို သုတေသနနှင့် ဖွံ့ဖြိုးရေးတွင် ရင်းနှီးမြှုပ်နှံကြပြီး 8 နာရီထက်ပိုသော လုပ်ငန်းစဉ်များအတွင်း လှုပ်ရှားမှုကို 62% လျော့နည်းစေသည့် အပူချိန်တည်ငြိမ်မှုဖြေရှင်းချက်များကို အမြန်ဖွံ့ဖြိုးတိုးတက်စေသည်။ ပုံစံအလိုက် အညီအညွတ်တပ်ဆင်မှုရွေးချယ်စရာများက လေကြောင်းယာဉ်ပေးသွင်းသူများအား ကိုယ်ပိုင်တူးဖွေရှာဖွေရေး အယ်လဂိုရစ်သမ်များကို စက်ထိန်းချုပ်ကိရိယာများတွင် တိုက်ရိုက်ပေါင်းစပ်နိုင်စေသည်။
အကျဉ်းချုပ်ရရှိရေးအတွက်၊ သင့်လျော်သော 5 Axis Mill ကိုရွေးချယ်ခြင်းသည် ပေးထားသော ပစ္စည်းလိုအပ်ချက်များနှင့် ထုတ်လုပ်မှုရည်မှန်းချက်များနှင့်အညီ ၎င်း၏ ပုံစံ၊ တိကျမှုနှင့် စပိန်ဒယ်စွမ်းဆောင်ရည်ကို ကိုက်ညီစေခြင်းပေါ်တွင် မူတည်ပါသည်။ ခက်ခဲသော အလွှာများအတွက် တီထွင်မှုကို ဦးစားပေးခြင်းဖြစ်စေ သို့မဟုတ် ရှုပ်ထွေးသော ဂျီဩမေတြီများအတွက် အမျိုးမျိုးသုံးနိုင်သော စွမ်းရည်ကို ဦးစားပေးခြင်းဖြစ်စေ လုပ်ဆောင်မှုလိုအပ်ချက်များနှင့် သက်ဆိုင်ရာ အသုံးပြုမှုများကို ကိုက်ညီစေခြင်းသည် ရှည်လျားသော ကာလအတွင်းတန်ဖိုးကို သေချာစေပါသည်။ ရှုပ်ထွေးသော အစိတ်အပိုင်းထုတ်လုပ်မှုတွင် ထိရောက်မှုနှင့် တိကျမှုကို တိုးတက်စေရန် ရည်ရွယ်သော စီးပွားရေးလုပ်ငန်းများအတွက် ဤ 5 Axis Mill အင်္ဂါရပ်များကို ဆန်းစစ်ရန် ရင်းနှီးမြှုပ်နှံသော အချိန်သည် အောင်မြင်မှုသို့ ချီးမြှောက်သော အဆင့်အတန်းဖြစ်ပါသည်။
အကြောင်းအရာများ
-
နားလည်မှု 5 ဝင်ရိုးစီအုပ်စု နည်းပညာနှင့် ကော် ဥပမာ အားသာချက်များ
- ၅ ဝင်ရိုး စက်မှုလုပ်ငန်းဆိုသည်မှာ အဘယ်နည်း။ ၃ ဝင်ရိုး ဖိုးလ်ခြင်းနှင့် မည်သို့ကွာခြားသနည်း။
- ၅-ဝင်ရိုး CNC စက်ဖြင့် ဖဲ့ချွဲခြင်း၏ အဓိကအားသာချက်များ- စီစဉ်မှုအချိန်ကို လျော့နည်းစေခြင်းနှင့် တူရှုံးများပြားမှုကို တိုးတက်စေခြင်း
- ရှုပ်ထွေးသော ဂျီဩမေတြီ ပြုလုပ်မှုတွင် အထက်စား မျက်နှာပြင်အဆင့်အတန်းနှင့် တိကျမှု
- အချိုး ၅ချောင်း CNC စက်မှုလုပ်ငန်း၏ အနှောင့်အယှက်များနှင့် စိန်ခေါ်မှုများ
-
နှိုင်းယှဉ်ခြင်း 5 ဝင်ရိုးစီအုပ်စု ပုံစံများနှင့် ၎င်းတို့၏ စွမ်းဆောင်ရည်အပေါ်တွင် သက်ရောက်မှု
- Trunnion ပုံစံ နှင့် swivel-rotate ပုံစံ ၅ ဝင်ရိုးစက်ဒီဇိုင်းများ
- စွမ်းအားနှစ်ခုပိုင်း စပ်ပိုင်းခေါင်းနှင့် စားပွဲကိုင်းနှိုက်စွမ်းသည့် ပုံစံများနှင့် နှိုင်းယှဉ်ခြင်း
- ၃+၂ ဝင်ရိုး စက်ဖြင့် ကုတ်ခြင်းနှင့် ဆက်တိုက် ၅ ဝင်ရိုး မီးလင်းခြင်းကိုနားလည်ခြင်း
- အလုပ်လုပ်နိုင်သော ဧရိယာအရွယ်အစား၊ အစိတ်အပိုင်းများ ဝင်ရောက်နိုင်မှုနှင့် ပုံစံများစွာတွင် တည်ငြိမ်မှု
-
တိကျမှု၊ တီထွင်မှုနှင့် အပူချိန်တည်ငြိမ်မှုကို စိစစ်ဆန်းစစ်ပါ။ 5 ဝင်ရိုးစီအုပ်စု စနစ်များ
- အမှန်အကန်ဖြတ်တောက်မှုတွင် စက်ပိုင်းခြင်းနှင့် အက်ရှင်း 5 ခုပါဝင်သော CNC ဖြတ်တောက်မှုတွင် စက်၏ခိုင်ခံ့မှုနှင့် စွမ်းဆောင်ရည် တည်ငြိမ်မှု၏ အခန်းကဏ္ဍ
- အပူချိန်ကို ပြင်ဆင်ပေးသော စနစ်များနှင့် အက်ရှင်း 5 ခုပါဝင်သော စက်များတွင် ရှည်လျားသောကာလအတွင်း တိကျမှု
- တိကျမှု တိုင်းတာခြင်း- ISO စံနှုန်းများနှင့် ၅-ဝင်ရိုး CNC စက်များတွင် တကယ့်ကမ္ဘာက စွမ်းဆောင်ရည်
- စပိန်ဒယ်စွမ်းဆောင်ရည်နှင့် အစာကျွေးနှုန်းကို အကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ခြင်းအတွက် ၅ ဝင်ရိုး CNC စက်တူးချွဲခြင်း
- တူညီသည့် 5 ဝင်ရိုးစီအုပ်စု သင့်ထုတ်လုပ်မှုလိုအပ်ချက်များအတွက် အင်္ဂါရပ်များ- ဝယ်ယူသူများအတွက်လမ်းညွှန်စာအုပ်