
Comprensione fresatrice 5 assi Tecnologia e Vantaggi qual è la differenza tra la lavorazione a 5 assi e quella a 3 assi?

Che cos'è la lavorazione a 5 assi e come si differenzia dalla fresatura a 3 assi?
Le macchine per fresatura CNC a cinque assi funzionano con tre movimenti lineari (X, Y, Z) più due punti di rotazione (generalmente A e B). Questo consente agli utensili di muoversi liberamente in tutte e cinque le direzioni contemporaneamente. Le macchine tradizionali a tre assi hanno difficoltà a lavorare forme complesse, poiché richiedono frequenti aggiustamenti manuali. Le macchine a cinque assi invece inclinano il pezzo da lavorare o l'utensile stesso per mantenere l'angolo ottimale durante la lavorazione. Qual è il risultato? Meno interruzioni da parte degli operatori per resettare il sistema. Questa caratteristica è particolarmente apprezzata dai produttori nei settori della produzione aeronautica, automobilistica e della fabbricazione di dispositivi medici, poiché permette loro di creare componenti complessi senza compromettere la qualità né aumentare i tempi di produzione.
Principali vantaggi della fresatura CNC a cinque assi: riduzione dei tempi di preparazione e maggiore versatilità
Quando le parti possono essere lavorate attraverso più operazioni mantenendole ancora fissate, le fresatrici a 5 assi riducono significativamente quegli errori minori che si accumulano quando le parti vengono spostate eccessivamente durante la produzione. Secondo alcune ricerche pubblicate l'anno scorso nel settore manifatturiero, le officine che passano a queste macchine avanzate vedono i tempi di preparazione ridursi di quasi due terzi rispetto a quanto spendevano in precedenza per le normali configurazioni a 3 assi. Quello che le distingue davvero, però, è il modo in cui gli assi rotanti collaborano per gestire forme complesse come superfici curve, undercut complicati e profonde cavità di difficile accesso che le macchine tradizionali non riescono a raggiungere. Grazie a questa flessibilità, molti costruttori di utensili e officine di prototipazione hanno iniziato a dipendere fortemente dalle fresatrici CNC a 5 assi per creare stampi personalizzati, testare nuovi design di prodotti e gestire piccole serie dove la precisione è fondamentale.
Superiore finitura superficiale e precisione nella lavorazione di geometrie complesse
I percorsi utensile più brevi resi possibili grazie agli assi rotativi contribuiscono a ridurre la deflessione durante le operazioni di lavorazione, producendo superfici con una rugosità circa pari alla metà rispetto a quelle ottenute con le normali macchine a tre assi. Quando c'è un contatto costante tra l'utensile da taglio e il materiale in lavorazione, le vibrazioni si riducono notevolmente, permettendo di ottenere tolleranze strette intorno a più o meno 0,005 millimetri, anche quando si lavorano materiali difficili come titanio o leghe di inconel. Questo livello di precisione è richiesto da settori industriali che producono componenti come pale di turbine per aerei o impianti medici, perché difetti microscopici possono compromettere il corretto funzionamento di questi componenti nel tempo.
Limiti e sfide comuni della fresatura CNC a 5 assi
La fresatrice a 5 assi è ottima per realizzare componenti complessi, ma comporta requisiti piuttosto impegnativi. Queste macchine necessitano di programmatori esperti e di sistemi speciali per gestire le variazioni dimensionali causate dall'accumulo di calore durante il funzionamento. Parliamo di numeri per un momento. Il costo iniziale supera normalmente la mezza milionata di dollari, e mantenerle in funzione costa circa il 30 fino ad arrivare anche al 40 percento in più rispetto alle normali macchine a 3 assi. Per molte officine, in particolare quelle più piccole, si crea un vero dilemma. Devono confrontare queste spese importanti con il guadagno di velocità produttiva. A volte, quando i componenti non sono troppo complessi, tutta questa capacità aggiuntiva semplicemente non paga dal punto di vista aziendale.
Confronto fresatrice 5 assi Configurazioni e il loro impatto sulle prestazioni
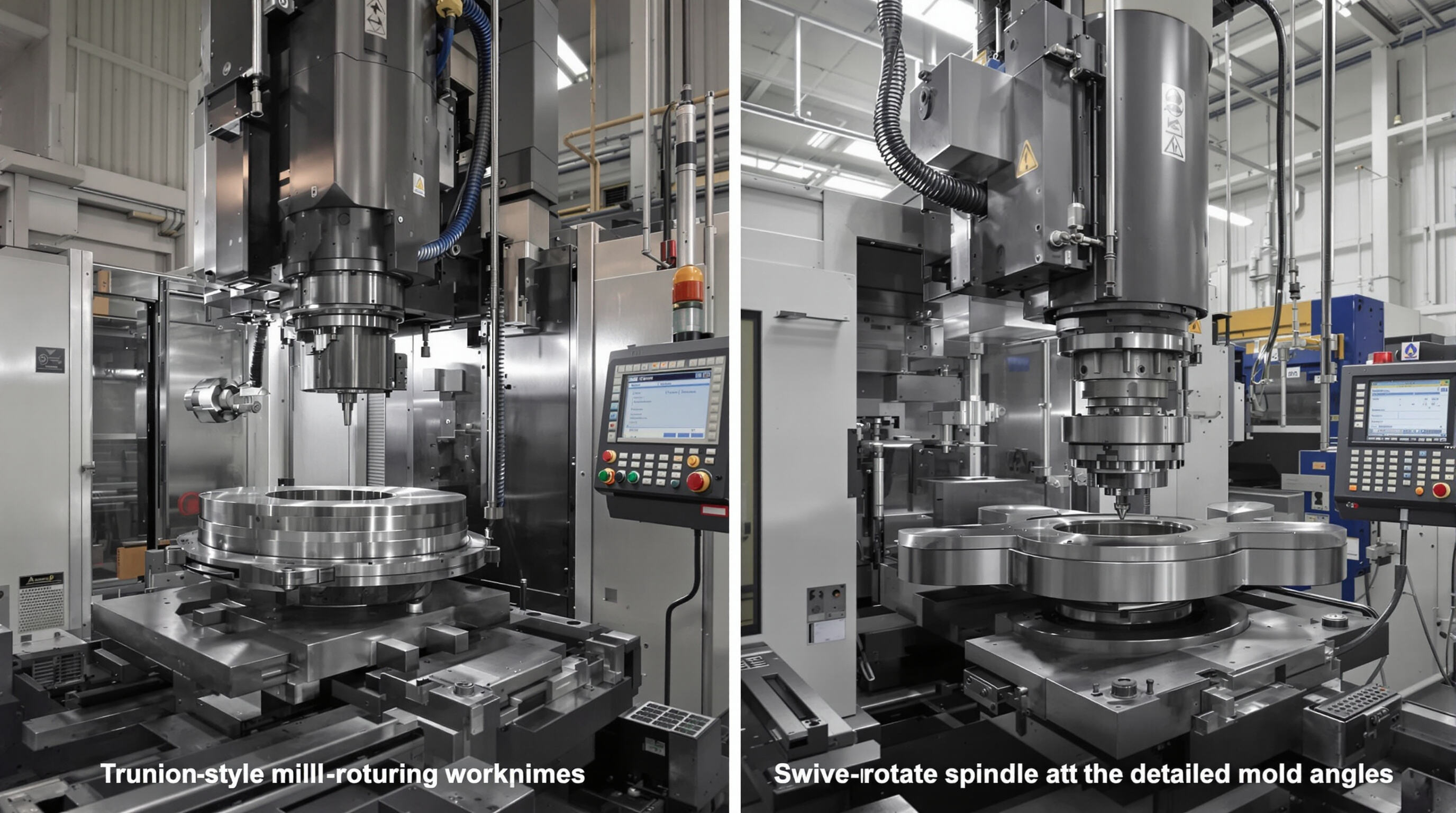
Fresatrice a tavola fissa (trunnion-style) vs. fresatrice a testa oscillante (swivel-rotate-style) a 5 assi
Le macchine a tronione funzionano ruotando il pezzo lavorato su due assi - generalmente indicati come A (asse X) e C (asse Z) dei tavoli rotanti. Questa configurazione aiuta a mantenere la stabilità durante il taglio di materiali difficili, motivo per cui sono molto utilizzate nella produzione di componenti per aerei e spacecraft. D'altro canto, le macchine a rotazione oscillante hanno il mandrino montato su diverse oscillazioni, tipicamente lungo gli assi B (Y) e C (Z). Questo consente agli operatori di raggiungere quegli angoli complessi necessari per stampi dettagliati e forme intricate. La maggior parte dei laboratori ritiene che le macchine a tronione siano più resistenti durante la rimozione rapida di grandi quantità di materiale, ma quando si lavora in spazi ristretti e con sottosquadri complessi, le configurazioni a oscillazione tendono ad avere la meglio perché interferiscono meno con il pezzo in lavorazione.
Testa con doppio perno e configurazioni di inclinazione del tavolo a confronto
La testa a doppio perno permette agli utensili di muoversi in tutte le direzioni ed è molto importante quando si lavorano pale di turbine. Intanto, i sistemi con tavola inclinabile muovono effettivamente il pezzo su basamenti angolati. Alcune avanzate macchine per fresatura a 5 assi uniscono effettivamente questi due approcci, in modo da poter manipolare sia il pezzo che l'utensile da taglio contemporaneamente, senza dover interrompere e riposizionare nulla, per componenti con più superfici. Sebbene le configurazioni universali di macchine offrano la massima flessibilità possibile agli operatori, comportano anche una maggiore complessità. Per lavori più semplici che coinvolgono componenti di forma squadrata, le macchine con tavola inclinabile tendono ad essere più adatte, poiché mantengono processi lavorativi semplici. La stabilità che una macchina mantiene nel tempo dipende molto anche dai dettagli specifici del suo design. Le macchine dotate di sistemi di raffreddamento integrati generalmente mantengono una maggiore precisione durante operazioni lunghe in cui le fluttuazioni di temperatura causerebbero problemi.
Comprendere la lavorazione 3+2 assi rispetto alla fresatura continua a 5 assi
La tecnica di lavorazione 3+2 mantiene la testa di taglio a angoli composti, il che semplifica quei percorsi di fresatura 3 assi complicati. Questo funziona molto bene quando si devono trattare più superfici piane che richiedono un posizionamento preciso. C'è poi la fresatura continua a 5 assi, dove l'utensile si muove in tutte le direzioni contemporaneamente. Il risultato? Tolleranze intorno a 0,02 mm secondo gli standard ISO, ideali per cose come le pale dei compressori, con le loro forme complesse. Secondo alcune ricerche dell'Istituto di Ricerca sugli Utensili, il passaggio alla lavorazione 3+2 può ridurre i problemi di programmazione del 40% circa. Ma ciò che davvero spicca è la capacità della fresatura continua di eliminare completamente quegli inconvenienti derivanti dai secondi settaggi. Per contorni complessi come quelli degli impianti medici, questo approccio permette di risparmiare circa due terzi del tempo di lavorazione rispetto ai metodi tradizionali.
Dimensioni dell'area di lavoro, accessibilità del pezzo e rigidità nelle varie configurazioni
Il design della macchina determina direttamente lo spazio utilizzabile; i sistemi a trunnion offrono tipicamente un'area operativa del 20% più grande, ma sacrificano la capacità di raggiungere cavità profonde rispetto alle configurazioni con braccio articolato. Confronta le metriche di accessibilità:
| Configurazione | Angolo Massimo dell'Utensile | Accesso a Cavità Profonde | Indice di Rigidità |
|---|---|---|---|
| Tavola a Trunnion | 110° | Moderato | ⭐⭐⭐⭐⭐ |
| Mandrino Girevole-Orientabile | 130° | Eccellente | ⭐⭐⭐⭐⭑ |
| Ibrido Universale | 180° | Superiore | ⭐⭐⭐⭐⭐ |
La rigidità è correlata alla resistenza alle vibrazioni: le strutture monolitiche nei sistemi a trunnion permettono tassi di rimozione del materiale del 15% più alti rispetto ai design a sbalzo con mandrino orientabile, come mostrato dai test di lavorazione.
Valutazione di Precisione, Rigidità e Stabilità Termica in fresatrice 5 assi Sistemi
Il ruolo della rigidità della macchina e della stabilità dinamica nella fresatura di alta precisione
Raggiungere una precisione a livello di micron con la fresatura CNC a 5 assi dipende davvero da quanto la macchina sia costruita in modo solido. Sono essenziali le macchine che resistono alla flessione sotto l'azione dei forti di taglio. Quando i produttori costruiscono queste macchine con progetti strutturali solidi e le dotano di basamenti in granito, ottengono una migliore stabilità. Questo aiuta a ridurre le vibrazioni, anche quando il mandrino gira a velocità estremamente elevate, come 15.000 giri al minuto. E diciamocelo, la rigidità è molto importante per ottenere dettagli fini sulle finiture superficiali. Una buona macchina a 5 assi con un'elevata rigidità può mantenere una precisione entro soli 5 micron mentre lavora materiali difficili come le leghe utilizzate nell'aerospaziale, un fattore che fa tutta la differenza in ambienti di produzione ad alta precisione.
Sistemi di compensazione termica e precisione a lungo termine nelle macchine a 5 assi
Mantenere il funzionamento continuo è difficile a causa dei problemi di espansione termica. Quando la temperatura cambia, cuscinetti e viti possono spostarsi fino a 20 micron per metro. Per affrontare questo problema, l'attrezzatura moderna include ora dei sensori integrati direttamente nel corpo del mandrino e nelle componenti a vite a ricircolo di sfere. Questi sensori inviano informazioni in tempo reale direttamente al controllore CNC, in modo che gli aggiustamenti avvengano automaticamente. Cosa significa questo? Le macchine mantengono una precisione elevatissima, pari a circa più o meno 0,001 pollici, per l'intera durata di un turno di 8 ore. E questo livello di precisione non è nemmeno solo una comodità. I produttori di impianti medici fanno affidamento su queste tolleranze, visto che anche piccole deviazioni potrebbero influenzare la sicurezza dei pazienti in applicazioni critiche.
Precisione di misurazione: standard ISO contro la performance nel mondo reale nelle macchine CNC a 5 assi
ISO 230-2 descrive procedure di prova standard che si basano su tecniche di interferometria laser, ma nella pratica reale ciò che accade dipende spesso in larga misura da come vengono configurati i sistemi e dagli strumenti utilizzati. Le ricerche indicano che da sole, le variazioni di temperatura contribuiscono a circa il 60 percento di tutte le imprecisioni di misurazione quando la compensazione non viene applicata correttamente. Esaminando i risultati recenti di studi sulle operazioni di fresatura ultra-precise, si osserva anche qualcosa di interessante. Quando i produttori implementano queste avanzate strategie di mappatura degli errori, si registra effettivamente una riduzione evidente delle discrepanze di misura. Questi miglioramenti aiutano a ridurre il divario tra i risultati teorici ottenuti in laboratorio e ciò che realmente avviene durante i processi produttivi quotidiani sui pavimenti delle fabbriche.
Ottimizzazione della Velocità dell'Albero Motore e del Regime di Alimentazione per fresatura cnc a 5 assi
Velocità dell'Albero Motore, Coppia e Requisiti di Potenza per Materiali Diversi
Quando si lavora con moderni centri di fresatura a 5 assi, ottenere la corretta configurazione del mandrino per diversi materiali fa tutta la differenza. L'alluminio e i materiali compositi funzionano al meglio quando la macchina gira sopra i 40.000 giri/min. Questo mantiene alta la produttività evitando che si generi troppo calore sul pezzo in lavorazione. Le cose cambiano parecchio quando si lavorano acciai temprati. Questi materiali richiedono velocità più basse, tra 6.000 e 12.000 giri/min, ma necessitano di una coppia motrice significativamente maggiore, almeno 40 Newton metri, per continuare a tagliare in modo efficace. Mantenere la precisione di posizionamento diventa davvero importante durante lunghe sessioni di lavorazione. Buoni sistemi di compensazione termica aiutano a mantenere gli errori entro ± 5 micron. Questo è particolarmente cruciale quando si lavora il titanio, visto che le forze di taglio possono variare molto durante le operazioni.
Tecniche di ottimizzazione del feed rate per una fresatura a 5 assi efficiente
Raggiungere il giusto equilibrio tra avanzamento e carico del truciolo evita la deformazione degli utensili mantenendo comunque livelli produttivi soddisfacenti. Quando si lavorano quelle parti con pareti sottili complesse tipiche della produzione aerospaziale, i sistemi di avanzamento adattivo possono regolare automaticamente i parametri di velocità tra il 15 e il 30 percento. Secondo una ricerca del NIST del 2023, questo tipo di regolazione riduce effettivamente il tempo totale del ciclo di circa il 22%. Tuttavia, lavorare forme complicate richiede qualcosa di particolare. La pianificazione del percorso basata su vettori per gli utensili da taglio mantiene uno spessore costante del truciolo durante tutta l'operazione. Test condotti nell'ambito industriale hanno dimostrato che questo approccio estende la vita dell'utensile di circa il 35% rispetto ai metodi lineari tradizionali, una differenza significativa durante la produzione in serie.
Caso Studio: Integrazione di mandrini ad alta velocità nella produzione di componenti aerospaziali
Un produttore di pale per turbine ha registrato un aumento del 20% nei cicli di produzione dopo aver adottato una nuova configurazione ibrida del mandrino con una potenza di picco di 30 kW e una velocità impressionante di 42.000 giri/min. Ciò che rende davvero unico questo sistema è il modo in cui gestisce le vibrazioni durante il funzionamento. La tecnologia di smorzamento attivo ha ridotto la rugosità superficiale da circa 0,8 micron fino a soli 0,3 micron, un valore che soddisfa gli elevati standard richiesti per le pale dei motori a reazione. Ecco un altro aspetto che sta suscitando interesse tra i produttori: questa particolare configurazione consente di lavorare in un unico setup quei pesanti supporti per motori in Inconel 718 del peso di circa 14 chilogrammi. Prima di questa innovazione, gli operai dovevano effettuare almeno tre diverse operazioni utilizzando macchine tradizionali a 3 assi per ottenere lo stesso risultato.
Abbinamento fresatrice 5 assi Adatta le Caratteristiche alle Tue Esigenze Produttive: Guida all'Acquisto
Specifiche Chiave da Valutare nella Scelta di un Centro di Lavoro a 5 Assi
La scelta del giusto centro di lavoro a 5 assi richiede un equilibrio tra requisiti tecnici e obiettivi operativi. Priorizzare queste specifiche:
- Dimensioni dell'area di lavoro (tipicamente 500–2.000 mm sugli assi XYZ) per ospitare le dimensioni dei pezzi
- Velocità del mandrino (15.000–42.000 RPM) e le curve di coppia per materiali come titanio o Inconel®
- Precisione di posizionamento (<5 μm) e metriche di ripetibilità secondo gli standard ISO 230-2
- Capacità del cambio utensile (24–120 utensili) per ridurre al minimo il tempo non produttivo
Un sondaggio del 2023 sui componenti meccanici ha rivelato che i produttori che utilizzano sistemi con oltre 40 utensili hanno ridotto i tempi di preparazione del 37% rispetto ai magazzini più piccoli.
Il ruolo dei principali produttori nell'evoluzione della tecnologia a 5 assi
I leader dell'innovazione guidano tre cambiamenti chiave del mercato:
- Sistemi di controllo unificati che combinano l'interpolazione a 5 assi con l'ottimizzazione adattiva della velocità di avanzamento
- Disegni modulari consentendo la riconfigurazione della testa oscillante/tavola rotante in <4 ore
- Pacchetti di lavorazione specifici per il materiale per compositi in fibra di carbonio e leghe graduate
Questi produttori investono il 18–22% del fatturato annuale in ricerca e sviluppo, accelerando lo sviluppo di soluzioni per la stabilità termica che riducono la deriva del 62% durante operazioni di oltre 8 ore. Le opzioni di personalizzazione consentono ora ai fornitori del settore aerospaziale di integrare direttamente nel controllore della macchina gli algoritmi proprietari per il percorso utensile.
In breve, la scelta del giusto Centro di Lavoro a 5 Assi dipende dall'allineamento della sua configurazione, precisione e prestazioni del mandrino con le tue specifiche esigenze di materiale e obiettivi produttivi. Che tu prediliga la rigidità per leghe difficili o la versatilità per geometrie complesse, abbinare le specifiche principali alle esigenze operative garantisce un valore duraturo nel tempo. Per le aziende che mirano a migliorare l'efficienza e l'accuratezza nella produzione di componenti complessi, dedicare tempo alla valutazione di queste caratteristiche del Centro di Lavoro a 5 Assi rappresenta un passo fondamentale verso il successo.
Indice
-
Comprensione fresatrice 5 assi Tecnologia e Vantaggi qual è la differenza tra la lavorazione a 5 assi e quella a 3 assi?
- Che cos'è la lavorazione a 5 assi e come si differenzia dalla fresatura a 3 assi?
- Principali vantaggi della fresatura CNC a cinque assi: riduzione dei tempi di preparazione e maggiore versatilità
- Superiore finitura superficiale e precisione nella lavorazione di geometrie complesse
- Limiti e sfide comuni della fresatura CNC a 5 assi
-
Confronto fresatrice 5 assi Configurazioni e il loro impatto sulle prestazioni
- Fresatrice a tavola fissa (trunnion-style) vs. fresatrice a testa oscillante (swivel-rotate-style) a 5 assi
- Testa con doppio perno e configurazioni di inclinazione del tavolo a confronto
- Comprendere la lavorazione 3+2 assi rispetto alla fresatura continua a 5 assi
- Dimensioni dell'area di lavoro, accessibilità del pezzo e rigidità nelle varie configurazioni
- Valutazione di Precisione, Rigidità e Stabilità Termica in fresatrice 5 assi Sistemi
- Ottimizzazione della Velocità dell'Albero Motore e del Regime di Alimentazione per fresatura cnc a 5 assi
- Abbinamento fresatrice 5 assi Adatta le Caratteristiche alle Tue Esigenze Produttive: Guida all'Acquisto