
Forståelse 5-aksle fræsemaskin Teknologi og Cor e Fordeler

Hva er 5-aksis maskinering og hvordan skiller den seg fra 3-aksis fræsing?
Fem-akse CNC-fresemaskiner arbeider med tre rette linjers bevegelse (X, Y, Z) pluss to rotasjonspunkter (vanligvis A og B). Dette tillater verktøyene å bevege seg fritt gjennom alle fem retninger samtidig. Tradisjonelle 3-akse maskiner sliter med kompliserte former fordi de krever konstant manuell justering. Men fem-akse utstyr skråstiller enten delen som bearbeides eller selve skjæreverktøyet for å opprettholde den beste mulige vinkelen under bearbeidingen. Resultatet? Færre ganger må operatører stoppe og tilbakestille alt. Produsenter innen industrier som flyproduksjon, bilindustri og medisinsk utstyrprodusenter finner dette spesielt verdifullt, siden det lar dem lage kompliserte deler uten å kompromittere kvaliteten eller øke produksjonstiden.
Nødvendige fordeler med fem-akse CNC-bearbeiding: redusert oppsettid og økt anvendelighet
Når deler kan bearbeides gjennom flere operasjoner mens de fortsatt er spent i fast posisjon, reduserer 5-akslede fræsemaskiner betydelig de små feilene som oppstår når deler blir flyttet for mye under produksjon. Ifølge noen undersøkelser som ble publisert i fjor innenfor produksjonsindustrien, opplever verksteder som bytter til disse avanserte maskinene at innstillings-tiden synker med nesten to tredjedeler sammenlignet med hva de pleide å bruke på vanlige 3-akslede oppstillinger. Det som virkelig skiller dem ut, er hvordan de roterende akslene arbeider sammen for å håndtere komplekse former som krumme flater, vanskelige undercuts og de hardt nåbare dype lommene som enkle maskiner rett og slett ikke klarer. Grunnet all denne fleksibiliteten, har mange verktøyprodusenter og prototypeverksteder begynt å stole stort på 5-akslede CNC-fræsemaskiner for å lage tilpassede former, teste nye produktdesign og kjøre små serier hvor presisjon er viktigst.
Overlegen overflatebehandling og presisjon i kompleks geometribearbeiding
De kortere verktøybanene som er mulig gjennom rotasjonsakser bidrar til å redusere avbøyning under maskineringsoperasjoner, noe som resulterer i overflater som er omtrent halvparten så ru som det vi får med standard tre-aksede maskiner. Når det er konstant kontakt mellom skjæreverktøyet og materialet som bearbeides, reduseres vibrasjonene også betraktelig, noe som tillater stramme toleranser på pluss eller minus 0,005 millimeter, selv når man arbeider med harde materialer som titan eller inconel-legeringer. Industrier som produserer deler som flyturbineblad eller medisinske implantater, har virkelig behov for denne typen nøyaktighet, fordi mikroskopiske feil kan faktisk føre til at komponentene ikke fungerer ordentlig over tid.
Vanlige begrensninger og utfordringer ved 5-aksers CNC-maskinering
5-aksen fræser er utmerket til å lage kompliserte deler, men medfører noen alvorlige krav. Disse maskinene trenger programmører som vet hva de gjør, samt spesielle systemer for å håndtere de dimensjonale endringene som oppstår på grunn av varmeoppbygging under drift. La oss snakke tall et øyeblikk. Innkjøpskostnaden ligger typisk over en halv million dollar, og driftskostnadene er omtrent 30 til kanskje til og med 40 prosent høyere sammenlignet med vanlige 3-aksen maskiner. For mange verksteder, spesielt mindre slike, skaper dette en virkelig dilemma-situasjon. De må veie opp de store utgiftene mot hvor mye raskere produksjon blir. Noen ganger, når delene ikke er for kompliserte, er ikke all den ekstra funksjonaliteten verdt det økonomisk sett.
Samanlikna 5-aksle fræsemaskin Konfigurasjoner og deres innvirkning på ytelse
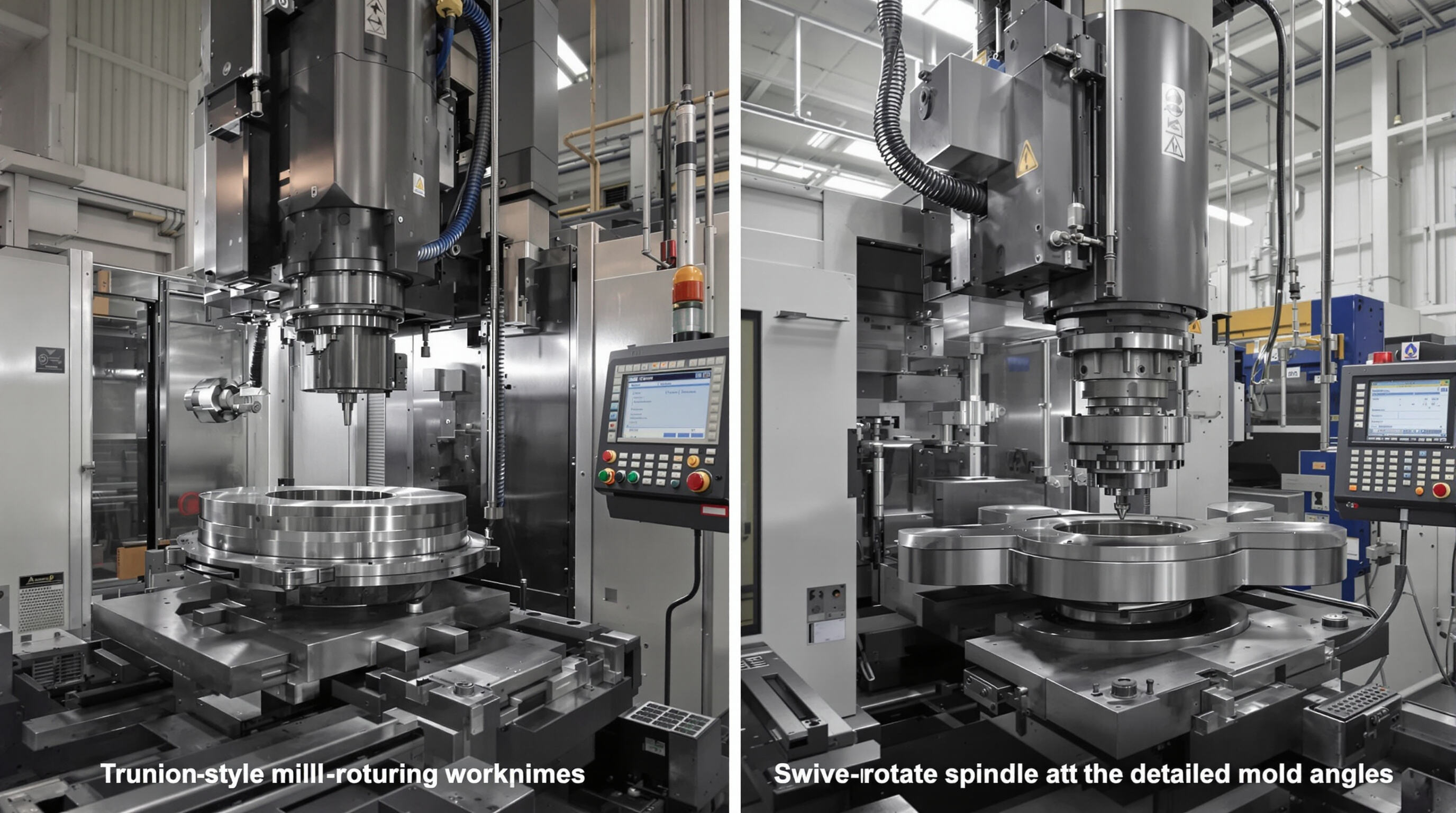
Trunnion-stil vs. sving-rotasjons-stil 5-aksen maskinkonstruksjoner
Trunnion-stil maskiner fungerer ved å rotere arbeidsemnet over to aksler - vanligvis merket som A (X-akse) og C (Z-akse) roterende bord. Denne oppstillingen bidrar til å holde stabilitet når man skjærer gjennom harde materialer, noe som forklarer hvorfor de er så populære til å lage deler som brukes i fly og romfartøyer. På den andre siden har sving- og rotermaskiner spindelen montert på forskjellige svingekster, vanligvis langs B (Y-akse) og C (Z-akse). Dette tillater operatører å nå inn til de vanskelige vinklene som kreves for detaljerte former og komplekse former. De fleste verksteder finner ut at trunnion-maskiner fungerer bedre når mye materiale skal fjernes raskt, men når det gjelder trange plasser og kompliserte underkutt, fører svingekonfigurasjoner angrunn fordi de ikke kommer i veien for arbeidsemnet like mye under drift.
Dobbelpivotert spindelhode og bordvinkeljusteringskonfigurasjoner sammenlignet
Den dobbelte pivotspindelhodet tillater at verktøyene kan bevege seg i alle retninger, noe som er veldig viktig når man jobber med turbinblad. Mens bordvinkel-innstillinger beveger selve arbeidsemnet rundt på skrå flater i stedet. Noen avanserte 5-akslede fræsemaskiner kombinerer faktisk disse to metodene slik at de kan manipulere både arbeidsemnet og skjæreværktøyet samtidig, uten å måtte stoppe og omstille noe for deler med flere flater. Selv om universalmaskiner gir operatørene mest mulig fleksibilitet, medfører de også økt kompleksitet. For enklere oppgaver som involverer kantede komponenter, er maskiner med tiltablet bord som regel bedre egnet, siden de opprettholder enkel arbeidsflyt. Hvor stabile maskiner forblir over tid avhenger også mye av deres konkrete design. Maskiner utstyrt med innebygde kjølesystemer er generelt mer nøyaktige gjennom lengre operasjoner der temperatursvingninger ellers ville føre til problemer.
Forstå 3+2-aksjer bearbeiding versus kontinuerlig 5-akse fresing
3+2-fremgangsmåten holder skjæreverktøyet i sammensatte vinkler, noe som forenkler de vanskelige 3-aksefresingene. Dette fungerer godt når man har med flere flate flater å gjøre som krever nøyaktig posisjonering. Deretter har vi kontinuerlig 5-aksefresing hvor verktøyet beveger seg i alle retninger samtidig. Resultatet? Toleranser på rundt 0,02 mm i henhold til ISO-standarder, perfekt for deler med komplekse former som pumperotorer. Ifølge noen undersøkelser fra Tooling Research Institute kan overgang til 3+2 redusere programmeringsutfordringer med cirka 40 %. Men det som virkelig skiller seg ut, er kontinuerlig fresings evne til å fjerne de irriterende sekundære oppstillingene helt. For intrikate konturer som medisinske implantater, sparer denne metoden cirka to tredjedeler av den vanlige maskintiden sammenlignet med tradisjonelle metoder.
Arbeidsområdets størrelse, delens tilgjengelighet og stivhet i forskjellige konfigurasjoner
Maskinkonstruksjon bestemmer direkte bruksområdet; trunnionsystemer gir typisk 20 % større arbeidsvolum, men ofrer dykk i spesielle løsninger sammenlignet med leddarm-konfigurasjoner. Sammenlign tilgjengelighetsmål:
| Konfigurasjon | Maks verktøysvinkel | Tilgang til dypt hulrom | Stivhetsindeks |
|---|---|---|---|
| Trunnion-bord | 110° | Måttlig | ⭐⭐⭐⭐⭐ |
| Sving- og roter-spindle | 130° | Utmerket | ⭐⭐⭐⭐⭑ |
| Hybrid universell | 180° | Overlegen | ⭐⭐⭐⭐⭐ |
Stivhet korrelerer med vibrasjonsmotstand: monolitiske støp i trunnion-systemer gir 15 % høyere materialborttakingsrater for titan enn utstikkende svingkonstruksjoner ifølge maskineringsmålinger.
Vurderer presisjon, stivhet og termisk stabilitet i 5-aksle fræsemaskin System
Rollen til maskinstivhet og dynamisk stabilitet i høy-nøyaktighet fræsing
Å oppnå nøyaktighet på mikronivå med 5-akslede CNC-fræsemaskiner handler i stor grad om hvor stødig maskinen er bygget. Maskiner som tåler bøyning under skjærekraft er avgjørende for denne typen arbeid. Når produsenter bygger disse maskinene med solide strukturdesign og fyller dem med granittbaserte materialer, oppnår de bedre stabilitet. Dette bidrar til å redusere vibrasjoner, selv når spindelen spinner med vanvittig høye hastigheter som 15 000 RPM. Og la oss være ærlige, stivhet er svært viktig for fine detaljer på overflatebehandlingen. En god stiv 5-akslet fræsemaskin kan opprettholde nøyaktighet innenfor kun 5 mikron mens den arbeider med krevende materialer som luftfartøylegeringer, noe som betyr mye i høyteknologiske produksjonsmiljøer.
Termiske kompensasjonssystemer og langsiktig nøyaktighet i 5-akslede fræsemaskiner
Å holde ting i gang kontinuerlig er vanskelig på grunn av problemer med termisk ekspansjon. Når temperaturendringer skjer, kan lager og skruer flytte seg så mye som 20 mikron per meter. For å håndtere dette, har moderne utstyr nå sensorer integrert i spindelhuset og kulelagerskomponentene. Disse sensorene sender sanntidsinformasjon direkte til CNC-styringen slik at justeringer skjer automatisk. Hva betyr dette? Maskinene forblir svært nøyaktige med en toleranse på pluss eller minus 0,001 tommer gjennom en hel 8-timers skift. Og dette nivået av presisjon er ikke bare en behagelighet. Produsenter av medisinske implantater er avhengige av disse toleransene, siden selv små avvik kan påvirke pasientsikkerheten i kritiske anvendelser.
Målenøyaktighet: ISO-standarder mot ekte verdiytelse i 5-akslede CNC-maskiner
ISO 230-2 beskriver standardiserte testprosedyrer som baserer seg på laserinterferometri-teknikker, men hva som skjer i praksis avhenger ofte sterkt av hvordan ting er satt opp og hvilke verktøy som brukes. Forskning viser at temperaturforandringer alene bidrar til cirka 60 prosent av alle måleunøyaktigheter når kompensasjon ikke anvendes på riktig måte. En titt på siste funn fra studier av ultrapresis fræsing avslører også noe interessant. Når produsenter implementerer disse avanserte feilavbildningsstrategiene, opplever de faktisk en merkbar reduksjon i måleavvik. Disse forbedringene bidrar til å minske avstanden mellom teoretiske laboratorieresultater og det som faktisk skjer under daglig produksjon på fabrikk gulvet.
Optimalisering av spindelytelse og tilsetting for 5-akse CNC-fræsning
Spindelhastighet, dreiemoment og effektbehov for ulike materialer
Når man arbeider med moderne 5-akslede fresemaskiner, betyr det mye å få til rett spindelinnstilling for ulike materialer. Aluminium og komposittmaterialer fungerer best når maskinen spinner over 40 000 omdreininger per minutt. Dette holder produksjonen i gang raskt uten at for mye varme bygges opp i arbeidstykket. Når det gjelder herdfatt stål, endrer forholdene seg ganske mye. Disse materialene trenger lavere hastigheter mellom 6 000 og 12 000 omdreininger per minutt, men krever mye mer dreiemoment, minst 40 newtonmeter for å holde opptaket effektivt. Det blir virkelig viktig å opprettholde posisjonsnøyaktighet over lange maskineringsøkter. Gode termiske kompensasjonssystemer hjelper med å holde feilene innenfor pluss eller minus 5 mikron. Dette er spesielt kritisk når man bearbeider titan, siden skjærekraftene kan variere så mye under operasjonene.
Optimeringsteknikker for tilsettingshastighet for effektiv 5-akslet fresing
Å få den rette balansen mellom tilsetting og spånbelastning hindrer verktøy fra å bøye seg, samtidig som god produktivitet opprettholdes. Når man jobber med de vanskelige tynne veggdelene i flyindustrien, kan adaptive tilsettingssystemer automatisk justere hastighetene med 15 til 30 prosent. Ifølge forskning fra NIST tilbake i 2023 reduserer denne typen justering faktisk total syklustid med omtrent 22 %. Når det gjelder kompliserte former, kreves det noe spesielt. Vektorbasert baneplanlegging for skjæreverktøy opprettholder konstant spåntykkelse gjennom hele operasjonen. Industritest har vist at denne metoden forlenger verktøyliv med omtrent 35 % sammenlignet med standard lineære metoder, noe som gjør en stor forskjell når man kjører produksjonsløp.
Case Study: Høyhastighetspindleintegrering i flydelproduksjon
En produsent av turbinblad oppnådde en produktivitetsøkning på nesten 20 % etter å ha skiftet til en ny hybrid hovedspindel-konfigurasjon med 30 kW topp effekt og imponerende 42 000 omdreininger per minutt. Det som virkelig skiller dette systemet ut, er hvordan det håndterer vibrasjoner under drift. Den aktive dempingsteknologien reduserte overflateruhetsmålingene fra cirka 0,8 mikrometer helt ned til bare 0,3 mikrometer, noe som faktisk oppfyller de strenge kravene for jetmotorblad. Og her er en annen ting produsenter snakker om disse dager: denne spesielle konfigurasjonen gjør det mulig å bearbeide de krevende Inconel 718-motordelene som veier cirka 14 kilogram i én enkelt operasjon. Før denne innovasjonen kom, måtte arbeiderne gjennom minst tre ulike operasjoner med standard 3-akslede maskiner for å få jobben gjort ordentlig.
Tilpasset 5-aksle fræsemaskin Tilpass funksjoner til dine produksjonsbehov: En kjøperguide
Nøkkelspesifikasjoner å vurdere når du velger en 5-akslet fræsemaskin
Å velge riktig 5-akset fræsemaskine krever å balansere tekniske krav med operative mål. Prioriter disse spesifikasjonene:
- Arbeidsvolumdimensjoner (vanligvis 500–2000 mm langs XYZ-aksene) for å kunne håndtere komponentstørrelser
- Spindelhastighet (15 000–42 000 omdreininger per minutt) og momentkurver for materialer som titan eller Inconel®
- Plasseringsnøyaktighet (<5 μm) og gjentatt nøyaktighet i henhold til ISO 230-2-standarder
- Verktøyvekslerkapasitet (24–120 verktøy) for å minimere ikke-fremskaffingstid
En undersøkelse fra 2023 blant produsenter av maskinkomponenter viste at produsenter som brukte systemer med over 40 verktøy reduserte innstillingstid med 37 % sammenlignet med mindre magasiner.
Rollen til ledende produsenter i utviklingen av 5-akseteknologi
Innovasjonsledere driver tre kritiske markedsforskyvninger:
- Enhetlig kontrollsystemer kombinerer 5-aksle interpolasjon med adaptiv tilbakemeldingsoptimering
- Modulære design muliggjør konfigurering av svinghode/roterende bord på <4 timer
- Materiale-spesifikke maskineringspakker for karbonfiberkompositter og gradientlegeringer
Disse produsentene investerer 18–22 % av årlig omsetning i forskning og utvikling, og akselererer løsninger for termisk stabilitet som reduserer drift med 62 % under 8+ timers drift. Tilpassingsmuligheter lar nå luftfartstilbydere integrere egne banealgoritmer direkte i maskinstyringer.
Kort fortalt, avhenger valg av riktig 5-akset fræsemaskin av at konfigurasjonen, presisjonen og spindelytelsen tilpasses dine spesifikke materialbehov og produksjonsmål. Om du prioriterer stivhet for harde legeringer eller allsidlighet for komplekse geometrier, vil å matche nøkkelspesifikasjoner mot driftskrav sikre langvarig verdi. For bedrifter som ønsker å øke effektivitet og nøyaktighet i produksjon av kompliserte deler, er det en kritisk steg mot suksess å investere tid i å vurdere disse 5-akset fræsemaskinfunksjonene.
Innholdsfortegnelse
-
Forståelse 5-aksle fræsemaskin Teknologi og Cor e Fordeler
- Hva er 5-aksis maskinering og hvordan skiller den seg fra 3-aksis fræsing?
- Nødvendige fordeler med fem-akse CNC-bearbeiding: redusert oppsettid og økt anvendelighet
- Overlegen overflatebehandling og presisjon i kompleks geometribearbeiding
- Vanlige begrensninger og utfordringer ved 5-aksers CNC-maskinering
-
Samanlikna 5-aksle fræsemaskin Konfigurasjoner og deres innvirkning på ytelse
- Trunnion-stil vs. sving-rotasjons-stil 5-aksen maskinkonstruksjoner
- Dobbelpivotert spindelhode og bordvinkeljusteringskonfigurasjoner sammenlignet
- Forstå 3+2-aksjer bearbeiding versus kontinuerlig 5-akse fresing
- Arbeidsområdets størrelse, delens tilgjengelighet og stivhet i forskjellige konfigurasjoner
- Vurderer presisjon, stivhet og termisk stabilitet i 5-aksle fræsemaskin System
- Optimalisering av spindelytelse og tilsetting for 5-akse CNC-fræsning
- Tilpasset 5-aksle fræsemaskin Tilpass funksjoner til dine produksjonsbehov: En kjøperguide