
Förståelse 5-axlig fräs Teknologi och fördelar fördelarna

Vad är 5-axlig bearbetning och hur skiljer den sig från 3-axlig fräsning?
Femaxliga CNC-fräsmaskiner arbetar med tre rörelser i rät linje (X, Y, Z) samt två rotationspunkter (vanligtvis A och B). Dessa gör det möjligt för verktygen att röra sig fritt i alla fem riktningar samtidigt. Traditionella 3-axliga maskiner har svårt med komplicerade former eftersom de kräver ständig manuell omjustering. Femaxliga utrustningar kan däremot antingen luta delen som bearbetas eller själva skärverktyget för att upprätthålla den optimala vinkeln under bearbetningen. Resultatet? Färre stopp och omställningar för operatören. Detta är särskilt värdefullt för tillverkare inom branscher som flygindustrin, bilproduktion och medicinteknisk tillverkning, eftersom det gör det möjligt att skapa komplexa komponenter utan att kompromissa med kvaliteten eller öka produktionstiden.
Huvudfördelar med femaxlig CNC-bearbetning: minskad omställningstid och ökad mångsidighet
När delar kan bearbetas genom flera operationer medan de fortfarande är spända på plats minskar 5-axliga fräsarbeten markant de små fel som uppstår när delar flyttas för mycket under produktionen. Enligt vissa undersökningar som publicerades förra året inom tillverkningsbranschen så minskar installationstider med nästan två tredjedelar hos verkstäder som byter till dessa avancerade maskiner jämfört med vad de tidigare använde för vanliga 3-axliga installationer. Det som verkligen sätter dem i klass för sig är hur de roterande axlarna samarbetar för att hantera komplexa former som kurvade ytor, svåra underkapp och de svåråtkomliga djupa fickor som basiska maskiner helt enkelt inte kan hantera. På grund av denna flexibilitet litar många verktygstillverkare och prototypverkstäder allt mer på 5-axlig CNC-fräsning för att skapa anpassade gjutformar, testa nya produktdesign och köra små serier där precisionen är avgörande.
Bästa ytkvalitet och precision vid bearbetning av komplexa geometrier
De kortare verktygsbanor som möjliggörs genom rotationsaxlar bidrar till att minska avböjning under bearbetningsoperationer, vilket resulterar i ytor som är ungefär hälften så grova jämfört med vad vi får med standard treaxliga maskiner. När det är konstant kontakt mellan skärverktyget och det material som bearbetas minskar vibrationerna också avsevärt, vilket tillåter tippa toleranser på cirka plus/minus 0,005 millimeter även vid bearbetning av svårskurna material som titan eller legeringar av inconel-typ. Industrier som tillverkar komponenter såsom flygturbinblad eller medicinska implanter behöver verkligen denna nivå av precision eftersom mikroskopiska fel kan faktiskt orsaka att komponenterna slutar fungera korrekt med tiden.
Vanliga begränsningar och utmaningar med 5-axlig CNC-bearbetning
5-axeln fräs är utmärkt för att tillverka komplicerade komponenter men medföljer vissa allvarliga krav. Dessa maskiner kräver programmerare som vet vad de håller på med samt särskilda system för att hantera de dimensionella förändringar som uppstår på grund av värme som byggs upp under drift. Låt oss prata siffror för ett ögonblick. Den ursprungliga kostnaden ligger vanligtvis över en halv miljon dollar, och att hålla dem igång kostar cirka 30 till kanske till och med 40 procent mer jämfört med vanliga 3-axliga maskiner. För många verkstäder, särskilt mindre sådana, skapar detta en verklig dilemma. De måste väga de stora kostnaderna mot hur mycket snabbare produktionen blir. Ibland, när komponenterna inte är för komplexa, är den extra kapaciteten inte värd investeringen ur ett affärsperspektiv.
Jämförelse 5-axlig fräs Konfigurationer och deras påverkan på prestanda
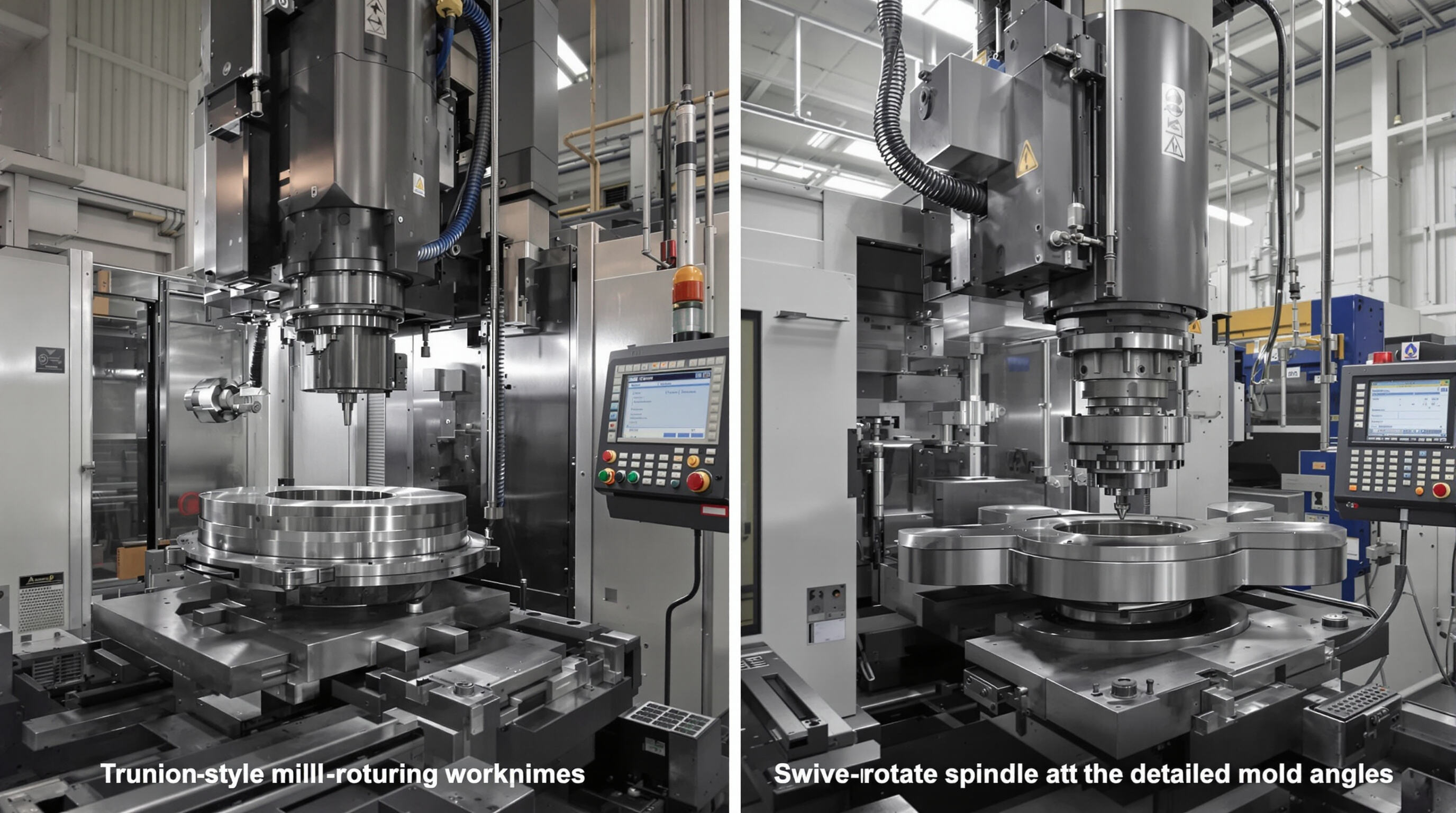
Trunnion-stil vs. svivel-rotera-stil 5-axliga maskinkonstruktioner
Maskiner med trunnion-stil fungerar genom att rotera arbetsstycket över två axlar - vanligtvis märkta som A (X-axel) och C (Z-axel) roterande bord. Denna konfiguration bidrar till att hålla allt stabilt vid bearbetning av hård materia, vilket är en anledning till att de är så populära för tillverkning av delar som används i flygplan och rymdfarkoster. Å andra sidan har svivelroterande maskiner sin spindel monterad på olika svivel, vanligtvis längs B (Y-axel) och C (Z-axel). Dessa gör det möjligt för operatörer att nå de svåra vinklarna som krävs för detaljerade former och komplexa former. De flesta verkstäder upptäcker att trunnion-maskiner fungerar bättre vid snabb bearbetning av stora mängder material, men när det gäller trånga utrymmen och komplicerade underkapp, tenderar svivelkonfigurationer att vara bättre eftersom de inte stör arbetsstycket lika mycket under drift.
Konfigurationer med dubbel svivel-spindelhuvud och bordvinkel jämförda
Den dubbla pivoterande huvudspindeln gör att verktygen kan röra sig i alla riktningar, vilket är mycket viktigt när man arbetar med turbinblad. Under tiden flyttar bord med vinklade basar arbetsstycket i stället. Vissa avancerade 5-axliga fräsarbänkar kombinerar faktiskt dessa två metoder så att de kan hantera både arbetsstycket och det skärande verktyget samtidigt, utan att behöva stoppa och omplacera något för delar med flera ytor. Även universella maskinuppsättningar ger operatörerna största möjliga flexibilitet, så medför de också ökad komplexitet. För enklare arbeten som involverar komponenter med boxformade former är maskiner med lutande bord oftast bättre eftersom de behåller enkelhet i arbetsflödet. Hur stabila en maskin är över tid beror mycket på dess specifika design också. Maskiner som är utrustade med inbyggda kylsystem är generellt mer exakta under långvariga operationer där temperaturförändringar annars skulle orsaka problem.
Förstå 3+2-axlig bearbetning kontra kontinuerlig 5-axlig fräsning
3+2-bearbetningstekniken håller skärhuvudet i sammansatta vinklar vilket förenklar de svåra 3-axliga fräsbana. Detta fungerar utmärkt när man hanterar flera plana ytor som kräver exakt positionering. Sedan finns det kontinuerlig 5-axlig fräsning där verktyget rör sig i alla riktningar samtidigt. Resultatet? Toleranser på cirka 0,02 mm enligt ISO-standard, perfekt för saker som impellerblad med sina komplexa former. Enligt en del forskning från Tooling Research Institute kan övergången till 3+2 minska programmeringsproblem med cirka 40 %. Men det som verkligen sticker ut är den kontinuerliga fräsningens förmåga att helt avskaffa de irriterande sekundära uppställningarna. För komplexa konturer som medicinska implanter kan denna metod spara cirka två tredjedelar av den vanliga bearbetningstiden jämfört med traditionella metoder.
Arbetsutrymmets storlek, delens tillgänglighet och styvhet mellan konfigurationer
Maskinkonstruktionen bestämmer direkt det användbara arbetsutrymmet; trunnionsystem erbjuder vanligtvis 20 % större arbetsutrymmen men offrar dock tillgång till djupa fickor jämfört med ledfogade armar. Jämför tillgänglighetsmått:
| Konfiguration | Max Verktygsvinkel | Tillgång till Djupa Håligheter | Stelhetsindex |
|---|---|---|---|
| Trunnionbord | 110° | Moderat | ⭐⭐⭐⭐⭐ |
| Svivel-rotations-spindel | 130° | Excellent | ⭐⭐⭐⭐⭑ |
| Hybrid Universal | 180° | Överlägsen | ⭐⭐⭐⭐⭐ |
Stelhet korrelerar med vibrationsmotstånd: monolitiska gjutningar i trunnionsystem ger 15 % högre materialborttagningshastigheter för titan jämfört med svivlande konstruktioner enligt bearbetningsmätningar.
Utvärdering av precision, stelhet och termisk stabilitet i 5-axlig fräs System
Maskinstelthet och dynamisk stabilitet i högpresterande fräsning
Att uppnå mikronivåprecision med 5-axlig CNC-fräsning handlar mycket om hur stabil maskinen är byggd. Maskiner som tål böjning under fräskraft är avgörande för detta arbete. När tillverkare bygger dessa maskiner med solid strukturdesign och fyller dem med baser av granit får de bättre stabilitet. Detta minskar vibrationer även när spindeln snurrar i otroligt höga varv, t.ex. 15 000 varv per minut. Och låt oss vara ärliga, stelhet är avgörande för de fina detaljerna i ytförädlingen. En bra stel 5-axlig fräsmaskin kan behålla precisionen inom 5 mikron när den arbetar med tuffa material som luftfartslegeringar, något som gör stor skillnad i miljöer med hög precisionstillverkning.
Termiska kompensationsystem och långsiktig precision i 5-axliga fräsmaskiner
Att upprätthålla kontinuerlig drift är svårt på grund av problem med termisk expansion. När temperaturen förändras kan lager och skruvar flytta sig upp till 20 mikron per meter. För att hantera detta innehåller modern utrustning nu sensorer integrerade direkt i spindellådan och kulskruvkomponenterna. Dessa sensorer skickar direkt information till CNC-styrenheten så att justeringar sker automatiskt. Vad innebär detta? Maskinerna förblir extremt exakta med en tolerans på plus minus 0,001 tum under en hel arbetsdag om 8 timmar. Och denna nivå av precision är inte bara en behaglighet. Tillverkare av medicinska implanter är beroende av dessa toleranser eftersom även små avvikelser kan påverka patientsäkerheten i kritiska tillämpningar.
Mätning av noggrannhet: ISO-standarder kontra verklig prestanda i 5-axliga CNC-maskiner
ISO 230-2 beskriver standardiserade testförfaranden som förlitar sig på laserinterferometritekniker, men vad som faktiskt sker i praktiken beror ofta kraftigt på hur saker är inställda och vilka verktyg som används. Forskning visar att temperaturförändringar ensamma bidrar till cirka 60 procent av alla mätosäkerheter när kompensering inte tillämpas korrekt. Om man tittar på nyliga fynd från studier om ultraprecisionsfräsning avslöjar det också något intressant. När tillverkare tillämpar dessa avancerade strategier för felkartläggning ser de faktiskt en märkbar minskning av mätavvikelser. Dessa förbättringar hjälper till att minska gapet mellan teoretiska laboratorieresultat och det som verkligen sker under dagliga tillverkningsprocesser på fabriksgolvet.
Optimering av spindelns prestanda och matningshastighet för 5 axis cnc fräsning
Spindelvarvtal, vridmoment och effektbehov för olika material
När man arbetar med moderna 5-axliga fräsar, gör att få rätt spindelinställning för olika material all skillnad. Aluminium och kompositmaterial fungerar bäst när maskinen snurrar över 40 000 varv per minut. Detta håller produktionen i rörelse snabbt utan att för mycket värme byggs upp i arbetsstycket. Saker förändras ganska mycket när man arbetar med hårdnade stål emellertid. Dessa material kräver långsammare hastigheter mellan 6 000 och 12 000 varv per minut men kräver betydligt mer vridmoment, minst 40 Newtonmeter för att fortsätta skära effektivt. Att upprätthålla positionsprecision blir väldigt viktigt under långa maskineringspass. Bra termiska kompensationssystem hjälper till att hålla felen inom plus eller minus 5 mikrometer. Detta är särskilt kritiskt vid bearbetning av titan eftersom de skärande krafterna kan hoppa mycket under operationerna.
Tekniker för optimering av matningshastighet för effektiv 5-axlig fräsning
Att få rätt balans mellan matningshastighet och spånbelastning hindrar verktyg från att böja sig utan att förlora den goda produktiviteten. När man arbetar med de svåra tunnväggiga delarna inom flygindustrin kan adaptiva matningssystem justera hastigheterna automatiskt med mellan 15 och 30 procent. Enligt forskning från NIST år 2023 minskar denna typ av justering den totala cykeltiden med cirka 22 procent. När det gäller komplicerade former krävs dock något speciellt. Vektorbaserad banaoptimering för skärande verktyg säkerställer konstant spåntjocklek under hela operationen. Industritest har visat att denna metod förlänger verktygslivslängden med cirka 35 procent jämfört med traditionella linjära metoder, vilket gör stor skillnad vid serietillverkning.
Case Study: Integration av höghastighetspindlar i tillverkning av flygindustrikomponenter
En tillverkare av turbinblad såg att deras produktionscykler blev snabbare med nästan 20 % efter att de bytte till en ny hybridhuvudspindel som levererar 30 kW topp effekt samt de imponerande 42 000 varv/minut. Det som verkligen gör detta system unikt är hur det hanterar vibrationer under drift. Den aktiva dämpningstekniken sänkte ytjämnhet från cirka 0,8 mikrometer ner till bara 0,3 mikrometer, vilket faktiskt uppfyller de stränga krav som gäller för jetmotorblad. Och här är ytterligare något som tillverkare pratar om dessa dagar: den här konfigurationen gör att de kan bearbeta de tunga Inconel 718-motordelarna som väger cirka 14 kilogram i en enda upprättning. Innan denna innovation dök upp var arbetarna tvungna att genomföra minst tre olika operationer med standardiserade 3-axliga maskiner för att få jobbet gjort ordentligt.
Matching 5-axlig fräs Funktioner till Dina produktionsbehov: En köpguide
Viktiga specifikationer att utvärdera när du väljer en 5-axlig fräs
Att välja rätt 5-axlig fräs kräver att man balanserar tekniska krav med operativa mål. Fokusera på dessa specifikationer:
- Arbetsutrymmets dimensioner (vanligtvis 500–2 000 mm längs XYZ-axlarna) för att rymma komponentstorlekar
- Spindelhastighet (15 000–42 000 varv/min) och vridmomentkurvor för material som titan eller Inconel®
- Positioneringsnoggrannhet (<5 μm) och upprepbarhetsmått enligt ISO 230-2-standarder
- Verktygsmagasinets kapacitet (24–120 verktyg) för att minimera icke-frästid
En undersökning från 2023 om maskinbearbetade komponenter visade att tillverkare som använde system med över 40 verktyg minskade inställningstiden med 37 % jämfört med mindre magasin.
Ledande tillverkares roll i utvecklingen av 5-axlig teknik
Innovationsledare driver tre kritiska marknadsförändringar:
- Integrerade styrsystem kombinerar 5-axlig interpolering med adaptiv matningshastighetsoptimering
- Modulära designer möjliggör omkonfigurering av svivelhuvud/rotationsbord på <4 timmar
- Materialspecifika bearbetningspaket för kolcomposite och gradientlegeringar
Dessa tillverkare investerar 18–22% av årsintäkterna i forskning och utveckling, vilket accelererar lösningar för termisk stabilitet som minskar drift med 62% under operationer som varar 8+ timmar. Anpassningsalternativ gör det nu möjligt för leverantörer inom flygindustrin att integrera egna verktygsbana-algoritmer direkt i maskinstyrningar.
Kort sagt handlar valet av rätt 5-axlig fräs om att justera dess konfiguration, precision och spindelns prestanda efter dina specifika materialbehov och produktionsmål. Oavsett om du prioriterar styvhet för hårda legeringar eller mångsidighet för komplexa geometrier, så säkerställer anpassning av nyckelspecifikationer till driftskraven en långsiktig värdefullhet. För företag som siktar på att öka effektivitet och noggrannhet i tillverkning av komplexa komponenter, är det en avgörande åtgärd att investera tid åt att utvärdera dessa funktioner hos en 5-axlig fräs på väg mot framgång.
Innehållsförteckning
- Förståelse 5-axlig fräs Teknologi och fördelar fördelarna
- Jämförelse 5-axlig fräs Konfigurationer och deras påverkan på prestanda
- Utvärdering av precision, stelhet och termisk stabilitet i 5-axlig fräs System
- Optimering av spindelns prestanda och matningshastighet för 5 axis cnc fräsning
- Matching 5-axlig fräs Funktioner till Dina produktionsbehov: En köpguide