
Razumijevanje glodalo s 5 osi Tehnologija i Cor e Prednosti

Što je 5-osna obrada i kako se razlikuje od 3-osnog glodanja?
Petosne CNC glodalice rade s tri pravocrtna gibanja (X, Y, Z) plus dvije točke rotacije (najčešće A i B). To omogućuje alatom slobodno kretanje svih pet smjerova istovremeno. Tradicionalne 3-osne strojeve je teško oblikovati složene oblike jer zahtijevaju stalno ručno prilagođavanje. Međutim, petosni sustav naginje ili komad koji se obrađuje ili sam alat kako bi održao najbolji mogući kut tijekom obrade. Rezultat? Rijetko se zaustavlja stroj radi ponovnog postavljanja. Proizvođači u industrijama poput proizvodnje zrakoplova, automobila i medicinskih uređaja smatraju to posebno vrijednim jer im omogućuje izradu složenih dijelova bez smanjenja kvalitete ili povećanja vremena proizvodnje.
Ključne prednosti CNC obrade s 5 osi: smanjeno vrijeme postavljanja i povećana svestranost
Kada se dijelovi mogu obrađivati kroz više operacija dok su još uvijek učvršćeni na mjestu, 5-osi miljuni znatno smanjuju sitne pogreške koje se nakupljaju kada se dijelovi previše premještaju tijekom proizvodnje. Prema istraživanju objavljenom prošle godine u proizvodnim krugovima, tvrtke koje pređu na ove napredne strojeve primjećuju smanjenje vremena postavljanja skoro za dvije trećine u usporedbi s onim što su ranije trošile na uobičajene 3-osi postave. Ono što ih stvarno razlikuje jest način na koji rotirajuće osi rade zajedno kako bi obradile kompleksne oblike poput zakrivljenih površina, zahtjevnih podrezivanja i teško dostupnih dubokih džepova koje osnovni strojevi jednostavno ne mogu dotaknuti. Zbog ove svestranosti, mnogi alatničari i radionice za prototipove počeli su se u velikoj mjeri oslanjati na 5-osi CNC glodanje za izradu prilagođenih kalupa, testiranje novih dizajna proizvoda i pokretanje manjih serija gdje je preciznost najvažnija.
Nadmoćan kvalitet površine i preciznost u obradi kompleksnih geometrija
Kraći alatni putovi omogućeni rotacijskim osima pomažu u smanjenju otklona tijekom operacija obrade, što rezultira površinama koje su otprilike dva puta glađe u usporedbi s onima koje dobijemo standardnim strojevima s tri osi. Kada postoji stalni kontakt između alata za rezanje i materijala koji se obrađuje, vibracije također znatno opadaju, što omogućuje vrlo uske tolerancije od oko plus-minus 0,005 milimetara, čak i prilikom rada s izuzetno čvrstim materijalima poput titana ili legura inconel. Industrije koje proizvode dijelove poput lopatica za turbinske motore zrakoplova ili medicinske implante stvarno trebaju ovu razinu preciznosti, jer najmanji nedostaci na mikroskopskoj razini mogu zaista poremetiti funkcionalnost ovih komponenti tijekom vremena.
Uobičajena ograničenja i izazovi 5-osi CNC obrade
5-osi freza je odlična za izradu složenih dijelova, ali dolazi uz neke ozbiljne zahtjeve. Ove mašine zahtijevaju programere koji razumiju posao, kao i posebne sustave za upravljanje dimenzionalnim promjenama koje izaziva nakupljanje topline tijekom rada. Pričajmo brojkama za trenutak. Početna cijena obično prelazi pola milijuna dolara, a održavanje ih u dobrom radu staje oko 30, pa čak i 40 posto više u usporedbi s redovnim 3-osi frezama. Za mnoge radionice, posebno manje, to stvara stvarnu dilemu. Moraju izvagati te velike troškove naspram toga koliko brža postaje proizvodnja. Ponekad, kada dijelovi nisu previše složeni, ta dodatna sposobnost jednostavno nije isplativa s poslovnog stajališta.
Usporedba glodalo s 5 osi Konfiguracije i njihov utjecaj na performanse
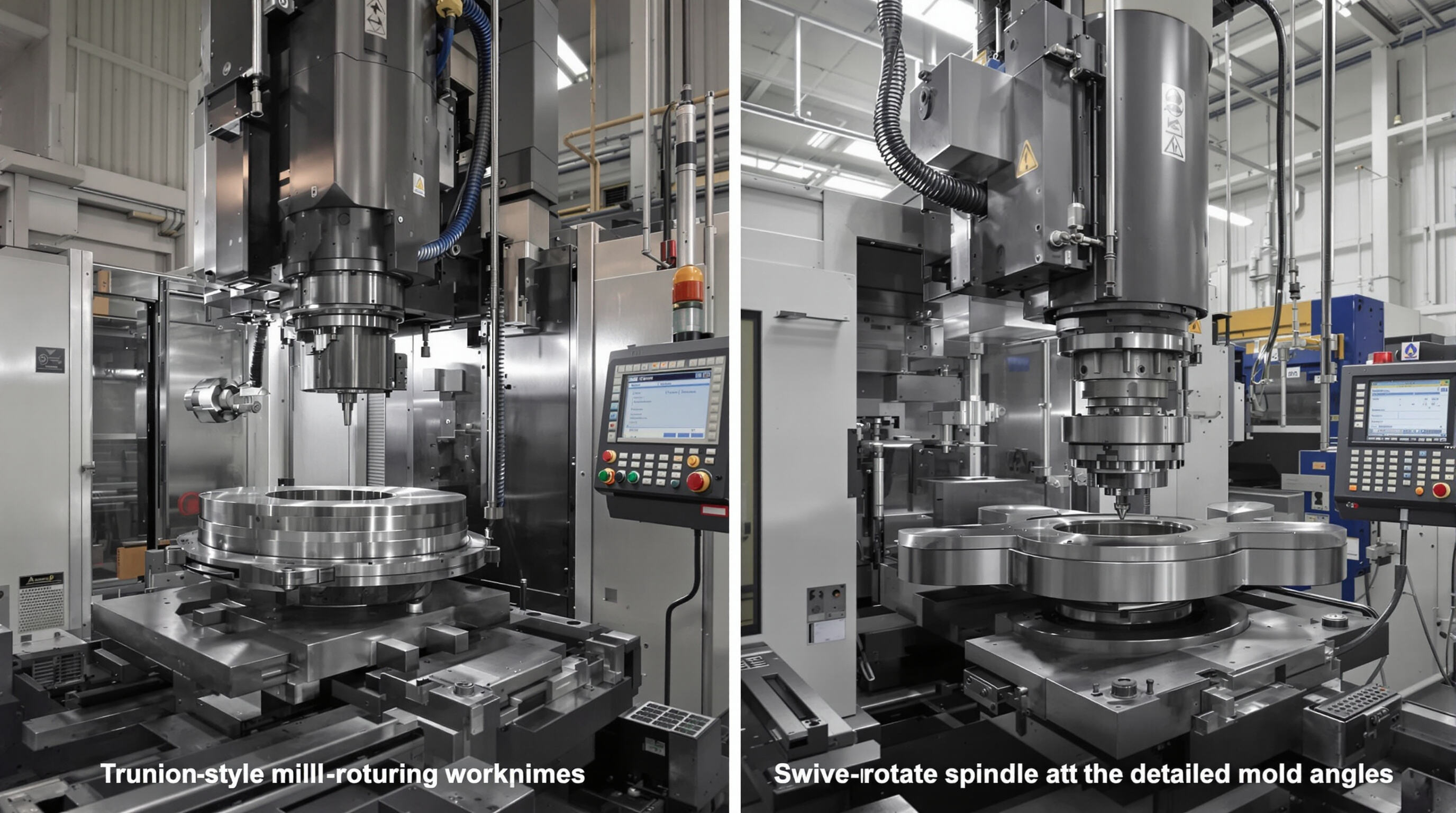
Stolni (trunnion-style) naspram rotacijsko-balističkih (swivel-rotate-style) dizajna 5-osi strojeva
Strojevi s trunnion konstrukcijom rade tako što rotiraju radni komad kroz dva osi - obično označene kao A (X-osi) i C (Z-osi) rotacijski stolovi. Ova konfiguracija pomaže u održavanju stabilnosti prilikom rezanja kroz čvrste materijale, zbog čega su vrlo popularni za izradu dijelova koji se koriste u zrakoplovima i svemirskim letjelicama. S druge strane, strojevi s kolutavom rotacijom imaju glavu alata montiranu na različitim kolutavim osima, obično duž B (Y-osi) i C (Z-osi). To omogućuje stručnjacima za obradu da pristupe onim zahtjevnim kutovima potrebnim za detaljne kalupe i kompleksne oblike. Većina tvorničkih postrojenja smatra da trunnion strojevi bolje izdržavaju uklanjanje velike količine materijala u kratkom vremenu, ali kada je riječ o uskim prostorima i složenim podrezima, konfiguracije s kolutavom konstrukcijom su češće bolje, jer tijekom rada manje ometaju radni komad.
Usporedba dvostruke rotacijske glave i konfiguracija s naginjanjem stola
Dvostruka glava s vretenima omogućuje alatom da se kreće u svim smjerovima što je vrlo važno kod rada na lopaticama turbine. U međuvremenu, konfiguracije s naginjanjem stola pomiču sami komad rada po kosi postelji. Neki napredni 5-osi frezalni strojevi zapravo kombiniraju ova dva pristupa kako bi mogli manipulirati i komadom rada i reznim alatom istovremeno, bez potrebe zaustavljanja i ponovnog pozicioniranja za dijelove s više ploha. Iako univerzalne konfiguracije strojeva pružaju operaterima najveću moguću slobodu, one također donose dodatnu složenost. Za jednostavnije zadatke koji uključuju komponente u obliku kutija, strojevi sa stolom koji se naginje obično su prikladniji jer zadržavaju jednostavan tijek rada. Koliko je stroj stabilan tijekom vremena također ovisi o specifičnostima njegovog dizajna. Strojevi opremljeni ugrađenim sustavima hlađenja uobičajeno ostaju precizniji tijekom duljih operacija gdje bi fluktuacije temperature inače mogle izazvati probleme.
Razumijevanje 3+2 osnog urezivanja u odnosu na kontinuirano 5-osno glodanje
Tehnika 3+2 urezivanja drži reznu glavu pod složenim kutovima što pojednostavljuje one zahtjevne putanje 3-osnog glodanja. Ovo funkcionira izvrsno kada je u pitanju više ravnih površina koje zahtijevaju precizno pozicioniranje. Zatim postoji kontinuirano 5-osno glodanje gdje alat putuje u svim smjerovima istovremeno. Rezultat? Tolerancije oko 0,02 mm prema ISO standardima, savršeno za stvari poput lopatica radnog kola s njihovim kompleksnim oblicima. Prema istraživanju Instituta za istraživanje alata, prelazak na 3+2 može smanjiti probleme u programiranju za otprilike 40%. No ono što se zaista ističe je sposobnost kontinuiranog glodanja da u potpunosti eliminiše one dosadne sekundarne postavke. Za složene konture poput medicinskih implantata, ovaj pristup štedi otprilike dvije trećine uobičajenog vremena obrade u odnosu na tradicionalne metode.
Veličina radnog prostora, dostupnost dijela i krutost kroz konfiguracije
Konstrukcija stroja izravno određuje korisni radni prostor; sustavi s vratilom obično nude 20% veće radno područje, ali žrtvuju dostupnost dubokih utora u usporedbi s konfiguracijama s rukavcima. Usporedite metrike dostupnosti:
| Konfiguracija | Maksimalni kut alata | Pristup dubokim šupljinama | Indeks krutosti |
|---|---|---|---|
| Rotacijski stol s vratilom | 110° | Umerena | ⭐⭐⭐⭐⭐ |
| Swivel-rotate glava | 130° | Izvrsno | ⭐⭐⭐⭐⭑ |
| Hibridni univerzalni | 180° | Vrhunski | ⭐⭐⭐⭐⭐ |
Krutost je povezana s otpornošću na vibracije: monolitni lijevci u sustavima s vratilom omogućuju 15% veće brzine uklanjanja materijala pri obradi titanijuma u usporedbi s dizajnima s konzolnim swivel glavama, prema referentnim testovima obrade.
Procjena točnosti, krutosti i termalne stabilnosti kod glodalo s 5 osi Sustavi
Uloga krutosti stroja i dinamičke stabilnosti u preciznom glodanju
Postizanje preciznosti na razini mikrona kod 5-osi glodalice stvarno ovisi o tome koliko je stroj izdržljiv. Strojevi koji otporni na savijanje pod sile rezanja nužni su za ovu vrstu posla. Kada proizvođači grade ove strojeve s čvrstim strukturnim dizajnom i popune ih bazama od granita, postižu bolju stabilnost. To pomaže u smanjenju vibracija čak i kada se vreteno vrti nevjerojatno brzo, poput 15 000 okretaja u minuti. I da budemo iskreni, krutost igra veliku ulogu kod finih detalja na površinskoj obradi. Dobra kruta 5-osi glodalica može ostati precizna unutar samo 5 mikrona dok radi na zahtjevnim materijalima poput legura za zrakoplovstvo, što čini razliku u visoko preciznim proizvodnim okolinama.
Sustavi za kompenzaciju topline i dugoročna preciznost kod 5-osi glodalica
Održavati kontinuiran rad je teško zbog problema s toplinskim širenjem. Kada se promijeni temperatura, ležajevi i vijci mogu se pomaknuti i do 20 mikrona po metru. Kako bi se riješili ovaj problem, moderna oprema sada uključuje senzore ugrađene direktno u kućište vretena i komponente kugličnog vijka. Ovi senzori šalju stvarne podatke izravno kontroleru CNC-a, tako da se prilagodbe izvršavaju automatski. Što to znači? Strojevi ostaju izuzetno točni, s tolerancijom od oko plus minus 0.001 inča tijekom cijele 8-satne smjene. Ova razina preciznosti nije samo poželjna, već i nužna. Proizvođači medicinskih implantata oslanjaju se na ove tolerancije jer čak i najmanje odstupanje može utjecati na sigurnost pacijenata u kritičnim aplikacijama.
Točnost mjerenja: ISO standardi u usporedbi s performansama u stvarnim uvjetima kod 5-osi CNC strojeva
ISO 230-2 propisuje standardne postupke testiranja koji se oslanjaju na lasersku interferometriju, ali što se zapravo događa u praksi često ovisi o konfiguraciji i alatom koji se koristi. Istraživanja pokazuju da promjene temperature same za sebe doprinose otprilike 60 posto svih netočnosti u mjerenjima ako se ne primjenjuju odgovarajuće kompenzacije. Pregled nedavnih istraživanja ultra preciznih operacija glodanja također otkriva nešto zanimljivo. Kada proizvođači primijene napredne strategije mapiranja grešaka, uočavaju se značajno smanjenje odstupanja u mjerenjima. Ove poboljšanja pomažu u smanjenju jaza između teorijskih rezultata u laboratoriju i onoga što se zapravo događa tijekom svakodnevnih proizvodnih procesa na tvorničkim podovima.
Optimizacija učinka vretena i brzine hranjenja za 5-osno CNC glodanje
Brzina vretena, moment i zahtjevi snage za različite materijale
Kod rada s modernim glodalicama s 5 osi, postavljanje glavnog vretena na odgovarajući način za različite materijale čini veliku razliku. Aluminij i kompozitni materijali najbolje se obrađuju pri broju okretaja iznad 40.000 RPM. Ovo omogućuje brzu produkciju bez prevelikog zagrijavanja komada. Stvari se znatno mijenjaju kada je u pitanju obrada kaljenih čelika. Ovi materijali zahtijevaju niže brojeve okretaja, između 6.000 i 12.000 RPM, ali znatno veću snagu okretnog momenta, najmanje 40 Nm, kako bi se održala učinkovita obrada. Održavanje točne pozicije postaje iznimno važno tijekom duljih procesa obrade. Kvalitetan sustav kompenzacije toplinskog rastezanja pomaže u zadržavanju pogrešaka unutar ±5 mikrona. To je posebno važno kod obrade titanijuma, s obzirom na to da se sile rezanja tijekom procesa mogu znatno mijenjati.
Tehnike optimizacije posmaka za učinkovito glodanje na 5 osi
Postizanje pravog balansa između brzine hranjenja i opterećenja čipa sprječava otklone alata, a istovremeno održava visok nivo produktivnosti. Kada se radi na onim zahtjevnim dijelovima s tankim zidovima u proizvodnji zrakoplova, adaptivni sistemi hranjenja mogu automatski prilagoditi brzine između 15 i 30 posto. Prema istraživanju NIST-a iz 2023. godine, ovakva prilagodba u stvari smanjuje ukupno vrijeme ciklusa za otprilike 22%. Međutim, za rad sa složenim oblicima potrebno je nešto posebno. Planiranje putanje zasnovano na vektorima za reznike održava konstantnu debljinu čipa tijekom cijele operacije. Ispitivanja u industriji su pokazala da ovaj pristup produžuje vijek trajanja alata za otprilike 35% u odnosu na standardne linearne metode, što čini veliku razliku kod izrade proizvodnih serija.
Studija slučaja: Integracija visokobrzinskih vretena u proizvodnji komponenata za zrakoplovnu industriju
Jedan proizvođač lopatica turbine primijetio je ubrzavanje proizvodnih ciklusa za gotovo 20% nakon prelaska na novi hibridni sustav vretena koji ima 30 kW vršne snage uz te impresivne 42 000 RPM. Ono što zaista ističe ovaj sustav je način na koji se nosi s vibracijama tijekom rada. Aktivna tehnologija prigušivanja smanjila je mjerenja hrapavosti površine s otprilike 0,8 mikrona sve do samo 0,3 mikrona, što zapravo zadovoljava stroga pravila potrebna za lopatice mlaznih motora. A evo još nečeg o čemu proizvođači pričaju danas: konkretna konfiguracija omogućuje im da obrađuju teške nosače motora od Inconel 718 koji imaju težinu otprilike 14 kilograma u jednom jedinom postavu. Prije nego što je došla ova inovacija, radnici su morali proći najmanje tri različite operacije koristeći standardne 3-osi strojeve kako bi posao dobro obavili.
Prilagođeno glodalo s 5 osi Značajke prilagođene vašim potrebama u proizvodnji: vodič za kupnju
Ključne specifikacije koje treba procijeniti pri odabiru 5-osi glodalice
Odabir pravog 5-osi CNC stroja za glodanje zahtijeva usklađivanje tehničkih zahtjeva s operativnim ciljevima. Prioriteti su sljedeće specifikacije:
- Dimenzije radnog prostora (obično 500–2000 mm po osima XYZ) za prihvat veličina komada
- Brzina glave<br> (15.000–42.000 RPM) i momentni dijagram za materijale poput titana ili Inconel®
- Točnost pozicioniranja (<5 μm) i metrike ponovljivosti prema ISO 230-2 standardima
- Kapacitet automatskog mijenjanja alata (24–120 alata) kako bi se smanjilo vrijeme izvan rezanja
Istraživanje komponenata obrađenih 2023. godine pokazalo je da proizvođači koji koriste sustave s više od 40 alata smanjili su vrijeme postavljanja za 37% u usporedbi s manjim sustavima.
Uloga vodećih proizvođača u razvoju 5-osi tehnologije
Vodeći inovatori pokreću tri ključna pomaka na tržištu:
- Jedinstveni sustavi upravljanja kombinirajući 5-osi interpolaciju s optimizacijom prilagodljivog hranjenja
- Modularni dizajn omogućuju rekonfiguraciju glave s rotacijskim stolom/rotacijskim stolom u roku od <4 sata
- Materijalno-specifični paketi za obradu za kompozite od ugljičnih vlakana i gradijentne legure
Ovi proizvođači ulažu 18–22% godišnjeg prihoda u istraživanje i razvoj, ubrzavajući rješenja za termalnu stabilnost koja smanjuju otklone za 62% tijekom radnih vremena duljih od 8 sati. Mogućnosti personalizacije sada omogućuju dobavljačima zrakoplova da u kontrolere strojeva izravno integriraju vlastite algoritme putanje alata.
Kratko rečeno, odabir prave 5-osi CNC glodalice ovisi o usklađivanju njezine konfiguracije, preciznosti i učinkovitosti glavnog vretena s vašim specifičnim zahtjevima materijala i ciljevima proizvodnje. Bez obzira na to prioritizirate li krutost za teške legure ili svestranost za kompleksne geometrije, prilagodba ključnih tehničkih specifikacija zahtjevima rada osigurat će dugoročnu vrijednost. Za poduzeća koja žele poboljšati učinkovitost i točnost u proizvodnji složenih dijelova, ulaganje vremena u procjenu ovih značajki 5-osi CNC glodalice kritičan je korak prema uspjehu.
Sadržaj
- Razumijevanje glodalo s 5 osi Tehnologija i Cor e Prednosti
-
Usporedba glodalo s 5 osi Konfiguracije i njihov utjecaj na performanse
- Stolni (trunnion-style) naspram rotacijsko-balističkih (swivel-rotate-style) dizajna 5-osi strojeva
- Usporedba dvostruke rotacijske glave i konfiguracija s naginjanjem stola
- Razumijevanje 3+2 osnog urezivanja u odnosu na kontinuirano 5-osno glodanje
- Veličina radnog prostora, dostupnost dijela i krutost kroz konfiguracije
- Procjena točnosti, krutosti i termalne stabilnosti kod glodalo s 5 osi Sustavi
- Optimizacija učinka vretena i brzine hranjenja za 5-osno CNC glodanje
- Prilagođeno glodalo s 5 osi Značajke prilagođene vašim potrebama u proizvodnji: vodič za kupnju