
Ymmärtäminen 5-akselinen jyrsinkone Teknologia ja Cor e Edut

Mikä on 5-akselinen konepajoitus ja miten se eroaa 3-akselisesta jyrsinnästä?
Viisiakseliset CNC-jyrsinkoneet toimivat kolmella suoraviivaisella liikkeellä (X, Y, Z) sekä kahdella pyörimisliikkeellä (yleensä A ja B). Näiden ansiosta työkalut voivat liikkua vapaasti kaikkiin viiteen suuntaan yhtä aikaa. Perinteiset kolmiakseliset koneet eivät selviydy monimutkaisista muodoista yhtä helposti, koska niiden asentoja täytyy jatkuvasti säätää manuaalisesti. Viisiakselinen laitteisto taas kallistaa joko työkappaletta tai leikkaustyökalua parhaan mahdollisen leikkauskulman säilyttämiseksi työstön aikana. Lopputulos? Käyttäjän ei tarvitse pysäyttää koneita ja aloittaa alusta yhtä usein. Tätä etua hyödynnetään erityisesti lentokone-, auto- ja lääketesuunnittelussa, jossa monimutkaisten osien valmistus voidaan toteuttaa ilman laadun heikentämistä tai tuotantonaikojen pidentämistä.
Viisiakselisen CNC-työstön keskeiset edut: asennusaikan lyhentyminen ja monikäyttöisyyden lisääntyminen
Kun osia voidaan työstää useilla eri työvaiheilla samalla kun ne on kiinnitetty paikoilleen, 5-akseliset jyrsinkoneet vähentävät merkittävästi niitä pientä virheitä, jotka kertyvät, kun osia siirrellään paljon tuotannon aikana. Viime vuonna julkaistun teollisuustutkimuksen mukaan liikkeet, jotka siirtyvät käyttämään näitä edistyneitä koneita, näkevät asennusaikojen lyhenevän lähes kahdella kolmasosalla verrattuna aiempiin 3-akselisiin asennuksiin. Erityisesti näitä koneita erottaa kuitenkin se, kuinka pyörivät akselit toimivat yhdessä käsiteltäessä monimutkaisia muotoja, kuten kaarevia pintoja, hankalia alapuolisia leikkauksia ja vaikeasti saavutettavia syviä koloja, joita peruskoneet eivät yksinkertaisesti pysty käsitellä. Tämän kaiken joustavuuden ansiosta monet työkaluvalmistajat ja prototyyppiliikkeet ovat alkaneet turvata voimakkaasti 5-akselista CNC-jyrsintää mukavuusmuottien valmistukseen, uusien tuotedesignien testaukseen ja pienten erien tuotantoon, joissa tarkkuus on kaikkein tärkeintä.
Erinomainen pinnanlaatu ja tarkkuus monimutkaisten geometrioiden työstössä
Pyörityksellä saavutettavat lyhyemmät työkalureitit auttavat vähentämään taipumista koneistuksessa, mikä johtaa pintojen laatuun, joka on noin puolet siistimpiä verrattuna siihen, mitä saadaan aikaan standardilla kolmen akselin koneilla. Kun leikkaava työkalu ja työstettävä materiaali ovat jatkuvassa kontaktissa keskenään, värähtely pienenee merkittävästi, mikä mahdollistaa tiukat toleranssit noin plusmiinus 0,005 millimetrin tarkkuudella, vaikka työstettäisiin vaikeasti työstettäviä materiaaleja, kuten titaania tai inconel-seoksia. Teollisuudenaloilla, jotka valmistavat osia, kuten lentokoneiden turbiinisiivekkeitä tai lääketieteellisiä implantteja, tarvitaan tätä tasoisesta tarkkuutta, koska mikroskooppisen pienten virheiden voidaan todellisuudessa hajottaa komponenttien toimintaa ajan mittaan.
Yleiset rajoitukset ja haasteet 5-akselisessa CNC-koneistuksessa
Viisikantainen pora on erinomainen monimutkaisten osien valmistukseen, mutta sillä on vakavia vaatimuksia. Näihin koneisiin tarvitaan ohjelmoijia, jotka hallitsevat alan sekä erikoisjärjestelmiä lämmön aiheuttamien muutosten hallintaan käytön aikana. Katsotaanpa numeroita hetkeksi. Alkuperäinen hinta ylittää yleensä puolen miljoonan dollarin ja niiden hengissä pitäminen maksaa noin 30–40 prosenttia enemmän kuin tavallisten 3-akselisten koneiden tapauksessa. Monille liikkeille, erityisesti pienemmille, tämä luo todellisen ongelman. Heidän on punnittava kustannuksia ja tuotannon nopeutumista. Joskusan osat eivät ole liian monimutkaisia, ylimääräinen teho ei yksinkertaisesti kannata liiketoiminnan näkökulmasta.
Vertailu 5-akselinen jyrsinkone Rakenteet ja niiden vaikutus suorituskykyyn
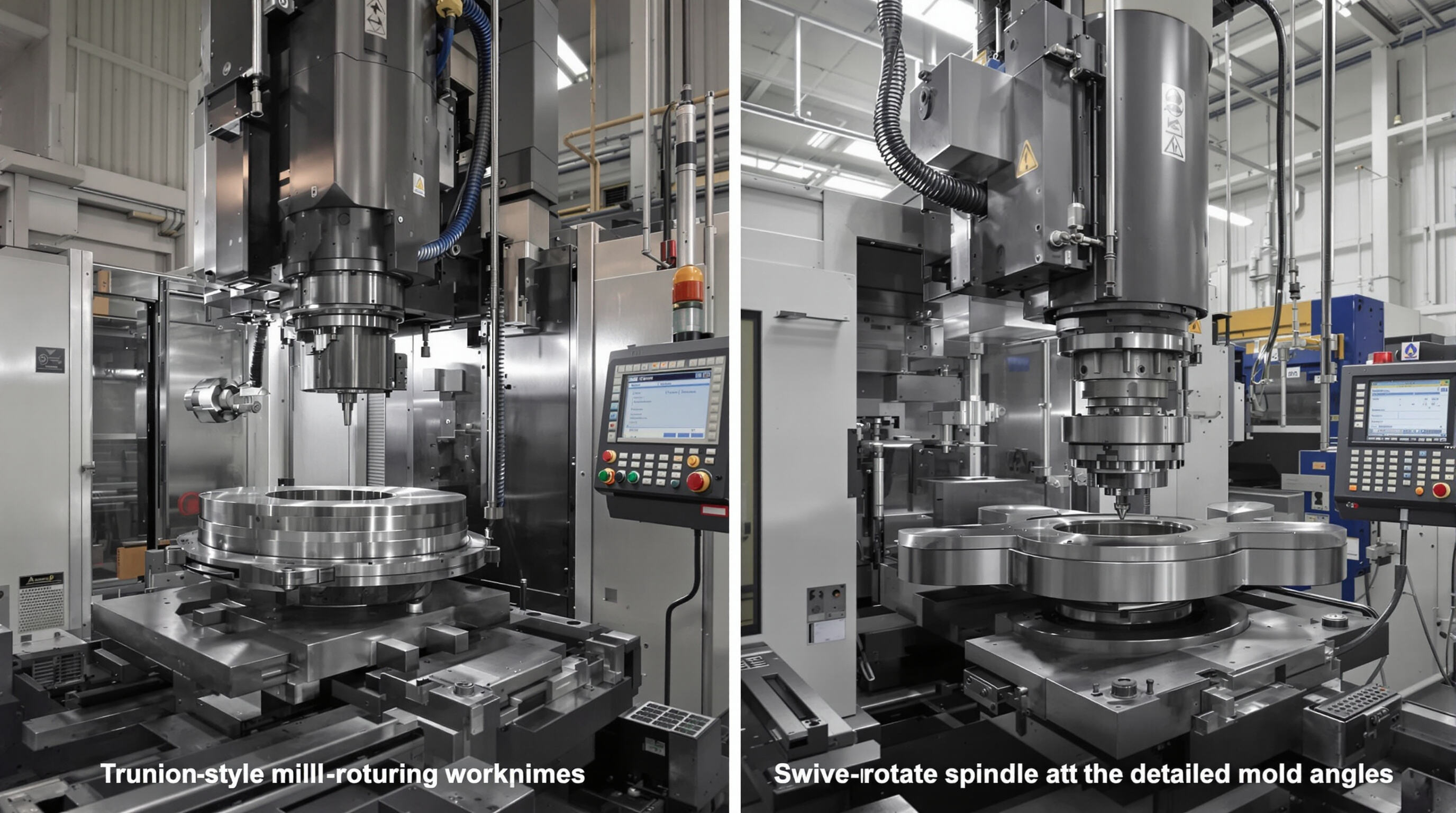
Trunnion-tyyli vs. swivel-rotate -tyylinen 5-akselisten koneiden suunnittelu
Trunnion-tyyppiset koneet toimivat pyörittämällä työkappaletta kahden akselin ympäri – yleensä A- (X-akseli) ja C- (Z-akseli) pyörivien pöytien avulla. Tämä rakenne pitää työn vakaina leikatessa kovia materiaaleja, mikä tekee siitä suosittua lentokoneiden ja avaruusalusten osien valmistuksessa. Toisaalta, kallistuspyörittävät koneet ovat rakenteeltaan erilaisia, niissä pääakseli on kiinnitetty liikkuviin niveleisiin, tyypillisesti B- (Y-akseli) ja C- (Z-akseli) suunnassa. Näillä saavutetaan vaikeat kulmat, joita tarvitaan yksityiskohtaisten muottien ja monimukaisten muotojen valmistukseen. Useimmat tehtaat huomaavat, että trunnion-koneet kestävät paremmin runsaan materiaalin poiston, mutta tiukoissa tiloissa ja monimutkaisissa alaviisteissä kallistusrakenteet ovat parempia, koska ne eivät häiritse työkappaletta yhtä paljon käytön aikana.
Kaksoisnivelpäätyyppinen kara ja pöydän kallistusrakenteet vertailussa
Kaksinkertainen kääntöpää sallii työkalujen liikkumisen kaikkiin suuntiin, mikä on erittäin tärkeää turbiinilapeilla työskenneltäessä. Samaan aikaan pöydän kallistusjärjestelmät liikuttavat itse työkappaletta kulmattomilla alustoilla sen sijaan. Jotkin edistyneet 5-akseliset jyrsinkoneet yhdistävät nämä kaksi lähestymistapaa yhteen, jotta ne pystyvät käsittelemään sekä työkappaletta että leikkaustyökalua samanaikaisesti lopettamatta ja uudelleenasennettaessa osia, joilla on useita pintoja. Vaikka universaalikoneiden asetukset tarjoavat käyttäjälle eniten joustavuutta mahdollista, ne sisältävät myös lisäytyneen monimutkaisuuden. Yksinkertaisempiin laatikkomaisiin komponentteihin liittyviin tehtäviin kallistuspöytäkoneet soveltuvat paremmin, koska ne pitävät työprosessit suoraviertaisina. Kuinka vakiona kone pysyy ajan kuluessa riippuu paljon sen suunnittelun yksityiskohtaisista ratkaisuista. Koneet, joissa on sisäänrakennettu jäähdytysjärjestelmä pysyvät yleensä tarkempina pitkäaikaisissa operaatioissa, joissa lämpötilan vaihtelut muuten aiheuttaisivat ongelmia.
3+2-akselisen koneistuksen ja jatkuvan 5-akselisen jyrsinnän ymmärtäminen
3+2-koneistustekniikka pitää työkalupäätä yhdistetyissä kulmissa, mikä yksinkertaistaa hankalia 3-akselisia jyrsintäreittejä. Tämä toimii erinomaisesti silloin, kun useita tasopintoja vaatii tarkan asennon. Toisaalta jatkuvassa 5-akselisessa jyrsinnässä työkalu liikkuu kaikkiin suuntiin yhtä aikaa. Lopputuloksena on noin 0,02 mm:n toleranssit ISO-standardin mukaan, mikä on täydellistä esimerkiksi monimutkaisille impellerin terille. Joidenkin Tooling Research Institutessa tehtyjen tutkimusten mukaan siirtyminen 3+2-koneistukseen voi vähentää ohjelmointiongelmia noin 40 %. Erityisesti jatkuvan jyrsinnän suurin etu on siinä, että turhat toissijaiset asetukset saadaan poistettua kokonaan. Monimutkaisiin muotoihin, kuten lääkinnällisiin implantteihin, tämä menetelmä säästää noin kaksi kolmannesta tyypillisestä koneistusajasta verrattuna perinteisiin menetelmiin.
Työalueen koko, kappaleen saavutettavuus ja jäykkyys eri asetuksissa
Koneen suunnittelu määrittää suoraan käytettävissä olevan työtilan; turrenttipöytäjärjestelmät tarjoavat tyypillisesti 20 % suuremman työtilan, mutta niillä ei ole yhtä hyvää syväreiän saavutettavuutta kuin artikuloitujen käsivarajärjestelmien kanssa. Vertaa saavutettavuuden mittareita:
| Kokoonpano | Maksimikulma | Syvien kaviteettien saavutettavuus | Jäykkyysindeksi |
|---|---|---|---|
| Turrenttipöytä | 110° | Kohtalainen | - Mitä sinä teet? |
| Kierron- ja kallistuspyörivä kara | 130° | Erinomainen | ⭐⭐⭐⭐⭑ |
| Hybrid Universal | 180° | Ensiluokkainen | - Mitä sinä teet? |
Jäykkyys korreloi värähtelynkestoisuuden kanssa: yksikappaleiset valut teräsrakenteisissa turrenttipöytäjärjestelmissä tuottavat 15 % suuremman materiaalinpoistoropeuden titaanista kuin konsolityyppiset kierron- ja kallistuskarat, kuten koneistusvertailut osoittavat.
Tarkastellaan tarkkuutta, jäykkyyttä ja lämpötilavakautta 5-akselinen jyrsinkone Järjestelmät
Koneen jäykkyyden ja dynaamisen vakauden rooli tarkassa jyrsinnässä
Kun päästään 5-akselisella CNC-jyrsinnällä mikron tarkkuuteen, on oleellista kuinka kunnolla kone on rakennettu. Koneet, jotka kestävät taipumista leikkuuvoimien vaikutuksesta, ovat välttämättömiä tällaisessa työskentelyssä. Valmistajat, jotka rakentavat näitä koneita vahvoilla rakennesuunnitelmilla ja täyttävät ne graniittisilla pohjilla, saavuttavat paremman vakauden. Tämä puolestaan vähentää värähtelyä, vaikka päälaakeri pyörähtelisi kiihkeällä nopeudella, kuten 15 000 kierrosta minuutissa. Ja totuus on, että jäykkyys ratkaisee pinnanlaadun hienosäädön. Luja 5-akselinen jyrsinkone pystyy säilyttämään tarkkuuden alle 5 mikronin tarkkuudella vaativiakin materiaaleja käsiteltäessä, kuten lentokone- ja avaruusteollisuuden seoksia, mikä tekee eron korkean tarkkuuden valmistusympäristöissä.
Lämpötilakompensaatiojärjestelmät ja pitkäaikainen tarkkuus 5-akselisissa jyrsinkoneissa
Jatkuvan toiminnan ylläpitäminen on vaikeaa lämpölaajenemisongelmien vuoksi. Kun lämpötila muuttuu, laakerit ja ruuvit voivat siirtyä jopa 20 mikronia per metri. Tämän ongelman hallitsemiseksi moderniin laitteistoon on nyt integroitu antureita, jotka sijaitsevat suoraan poranterän ja pallopalruunakomponenttien sisällä. Näitä antureita käytetään reaaliaikaisen tiedon lähettämiseen suoraan CNC-ohjaimelle, jolloin säätöjä voidaan tehdä automaattisesti. Mitä tämä tarkoittaa? Koneet säilyttävät tarkan tarkkuuden, noin plusmiinus 0,001 tuumaa koko 8 tunnin työvuoron ajan. Tämä tarkkuustaso ei ole pelkkää lisäystä vaan välttämätöntä. Lääkinnällisten implanttien valmistajat luottavat näihin toleransseihin, koska jopa pienten poikkeamien vaikutukset voivat olla merkittäviä potilasturvallisuuden kannalta kriittisissä sovelluksissa.
Mittatarkkuus: ISO-standardit vs. käytännön suorituskyky 5-akselisissa CNC-koneissa
ISO 230-2 määrittelee standarditestausmenetelmiä, jotka perustuvat laserinterferometriaan, mutta käytännössä tapahtuu usein paljon muuta riippuen siitä, miten asetukset ja työkalut on valittu. Tutkimukset osoittavat, että lämpötilan muutokset aiheuttavat noin 60 prosenttia kaikista mittausvirheistä, jos kompensointia ei ole toteutettu oikein. Viimeaikaiset tutkimukset ultra tarkasta jyrsintäprosesseista paljastavat myös mielenkiintoisen seikan. Kun valmistajat ottavat käyttöön näitä edistyneitä virhekartointistrategioita, mittausvirheissä tapahtuu selvää laskua. Näillä parannuksilla voidaan sulattaa eroa teoreettisten laboratoriotulosten ja arjen valmistusprosessien välillä tehdasalueilla.
Karaistun suorituskyvyn ja syöttönopeuden optimointi 5-akselinen CNC-mylly
Karaistun kierrosluku-, vääntö- ja tehotarpeet eri materiaaleille
Nykyisten 5-akselisten jyrsinkoneiden kanssa työskenneltäessä oikean karaistuksen asettaminen eri materiaaleille tekee kaiken erot. Alumiini ja komposiittimateriaalit toimivat parhaiten, kun kone pyörii yli 40 000 kierrosta minuutissa. Tämä pitää tuotannon liikkumassa nopeasti ilman, että työkappaleeseen kertyy liikaa lämpöä. Asia muuttuu huomattavasti, kun on kyse kovatuista teräksistä. Näissä materiaaleissa tarvitaan hitaampia kierroksia, välillä 6 000–12 000 kierrosta minuutissa, mutta leikkuutehon on oltava selvästi suurempaa, vähintään 40 newtonmetriä tehokkaan leikkauksen takaamiseksi. Paikkojen tarkkuuden ylläpitäminen on erittäin tärkeää pitkien koneistusten aikana. Hyvät lämpökompensointijärjestelmät pitävät virheet ±5 mikronin sisällä. Tämä on erityisen tärkeää koneistettaessa titaania, koska leikkausvoimat voivat vaihdella paljon eri toimintojen aikana.
Syötön nopeuden optimointitekniikat tehokkaaseen 5-akseliseen jyrsintään
Oikean tasapainon löytäminen syöttönopeuden ja jakeen kuormituksen välillä estää työkalujen taipumisen ja pitää silti hyvän tuotantotehon. Kun työskentelee noilla hankalilla ohutseinämäosilla lentokoneenvalmistuksessa, mukautuvat syöttöjärjestelmät voivat säätää nopeuksia automaattisesti 15–30 prosenttia. National Institute of Standards and Technologyn (NIST) vuoden 2023 tutkimuksen mukaan tämän tyyppinen säätö vähentää kokonaisvaltaisesti kierrosaikaa noin 22 prosenttia. Monimutkaisten muotojen kanssa tarvitaan kuitenkin jotain erityistä. Vektoripohjainen työkalun liikeradan suunnittelu pitää jakeen paksuuden yhtenäisenä koko leikkuuprosessin ajan. Teollisuustestien mukaan tämä lähestymistapa pidentää työkalun käyttöikää noin 35 prosenttia enemmän kuin tavalliset lineaariset menetelmät, mikä tekee suuren eron sarjatuotannossa.
Tapaus: Nopeapyörrevälityksen integrointi lentokoneosien valmistukseen
Yksi tuulivoimalan lapojen valmistaja huomasi tuotantosyklien nopeutuvan lähes 20 %, kun siirryttiin uuteen hybridipääkäyttöön, jossa on 30 kW:n huipputeho ja 42 000 kierroksen RPM-ominaisuus. Mitä todella erottaa tämän järjestelmän on sen värähtelyjen hallinta käytössä. Aktiivinen vaimennusteknologia laski pinnankarheusmittaukset noin 0,8 mikronista aina 0,3 mikroniin, mikä itse asiassa täyttää tiukat standardit, jotka vaaditaan lentokoneen turbiinilapuille. Tässä on vielä yksi asia, josta valmistajat puhuvat nykyään: tämä erityinen konfiguraatio mahdollistaa raskaiden Inconel 718-moottorikiinnikkeiden, joiden paino on noin 14 kilogrammaa, työstön yhdessä asennossa. Ennen tämän innovaation syntymistä työntekijöiden piti suorittaa vähintään kolme eri toimenpidettä käyttäen standardia 3-akselisia koneita saadakseen työn tehtyä oikein.
Sopiva 5-akselinen jyrsinkone Ominaisuudet tuotantotarpeisiin: Käyttäjän opas
Tärkeimmät tekniset tiedot 5-akselisen jyrsinkoneen valinnassa
Oikean 5-akselisen jyrsinkoneen valitseminen edellyttää teknisten vaatimusten tasapainottamista käyttötavoitteiden kanssa. Aseta nämä tekniset tiedot tärkeysjärjestykseen:
- Työalueen mitat (yleensä 500–2 000 mm XYZ-akseleilla) osien koko vaatimusten mukaan
- Spindelin nopeus (15 000–42 000 kierrosta minuutissa) ja kierukkakäyrät materiaaleille kuten titaani tai Inconel®
- Paikannustarkkuus (<5 μm) ja toistotarkkuus ISO 230-2 -standardin mukaisesti
- Työkalunvaihtajan kapasiteetti (24–120 työkalua) leikkaamattoman ajan minimoimiseksi
Vuoden 2023 koneistettujen komponenttien kysely paljasti, että valmistajat, jotka käyttivät yli 40 työkalun järjestelmiä, saivat aikaan 37 %:n vähennyksen asennusaikaan verrattuna pienempiin työkalumagazineihin.
Johtavien valmistajien rooli 5-akselitekniikan kehittämisessä
Innovaation johtajat edistävät kolmea keskeistä markkinamuutosta:
- Yhdistetyt ohjausjärjestelmät jotka yhdistävät 5-akselisen interpoloinnin ja adaptiivisen syöttönopeudenn optimoinnin
- Modulaarisia suunnitelma mahdollistaen kallistus-/pyörittöpöydän uudelleenjärjestelyt alle 4 tunnissa
- Materiaalikohtaiset työstöpakkaus hiilikuitukomposiiteille ja gradienttiseoksille
Nämä valmistajat sijoittavat 18–22 % vuosittaisista tulosta tutkimus- ja kehitystyöhön, mikä nopeuttaa lämpötilavakausratkaisuja, jotka vähentävät lämpövääristymistä 62 %:lla yli 8 tunnin työskentelyssä. Mukauttamisvaihtoehdot mahdollistavat nyt ilmailuteollisuuden toimittajille omien työstöpolkuohjelmien integroinnin suoraan koneistojen ohjaimiin.
Lyhyesti sanottuna oikean 5-akselisen jyrsimen valinnassa on tärkeää, että sen konfiguraatio, tarkkuus ja päälaatikon suorituskyky vastaavat tarkasti käsittelytarpeita ja tuotanto- tavoitteita. Olipa tavoitteena kovien metalliseosten jäykkyys tai monimutkaisten geometrioiden monikäyttöisyys, tärkeiden teknisten tietojen yhdistäminen toiminnallisiin vaatimuksiin takaa pitkän aikavälin arvon. Niille yrityksille, jotka pyrkivät parantamaan tehoa ja tarkkuutta monimutkaisten osien valmistuksessa, on sijoitettava aikaa näiden 5-akselisen jyrsimen ominaisuuksien arviointiin on kriittinen askel kohti menestystä.
Sisällys
-
Ymmärtäminen 5-akselinen jyrsinkone Teknologia ja Cor e Edut
- Mikä on 5-akselinen konepajoitus ja miten se eroaa 3-akselisesta jyrsinnästä?
- Viisiakselisen CNC-työstön keskeiset edut: asennusaikan lyhentyminen ja monikäyttöisyyden lisääntyminen
- Erinomainen pinnanlaatu ja tarkkuus monimutkaisten geometrioiden työstössä
- Yleiset rajoitukset ja haasteet 5-akselisessa CNC-koneistuksessa
- Vertailu 5-akselinen jyrsinkone Rakenteet ja niiden vaikutus suorituskykyyn
- Tarkastellaan tarkkuutta, jäykkyyttä ja lämpötilavakautta 5-akselinen jyrsinkone Järjestelmät
- Karaistun suorituskyvyn ja syöttönopeuden optimointi 5-akselinen CNC-mylly
- Sopiva 5-akselinen jyrsinkone Ominaisuudet tuotantotarpeisiin: Käyttäjän opas