
Понимание 5-осевой фрезерный станок Технология и Cor е Преимущества

Что такое 5-осевая обработка и чем она отличается от 3-осевого фрезерования?
Пятиосевые фрезерные станки с ЧПУ работают с тремя линейными движениями (X, Y, Z) плюс двумя точками вращения (обычно A и B). Это позволяет инструментам свободно перемещаться сразу по всем пяти направлениям. Традиционные трехосевые станки испытывают трудности с обработкой сложных форм, так как требуют постоянной ручной настройки. Пятиосевые станки наклоняют либо обрабатываемую деталь, либо сам режущий инструмент, чтобы сохранить наилучший возможный угол в процессе обработки. Результатом является меньшее количество остановок для сброса и повторной настройки оборудования. Производители в таких отраслях, как авиастроение, автомобилестроение и производство медицинского оборудования, считают это особенно ценным, поскольку такая технология позволяет создавать сложные детали без ущерба для качества или увеличения времени производства.
Ключевые преимущества пятиосевой обработки на станках с ЧПУ: сокращение времени на подготовку и настройку, а также повышенная универсальность
Когда детали можно обрабатывать с помощью нескольких операций, оставаясь при этом зажатыми в одном положении, 5-осевые фрезерные станки значительно уменьшают возникающие мелкие погрешности, которые накапливаются при частом перемещении деталей в процессе производства. Согласно исследованиям, опубликованным в прошлом году в производственных кругах, предприятия, переходящие на эти передовые станки, отмечают сокращение времени на настройку почти на две трети по сравнению с тем, что они тратили ранее на стандартные настройки для 3-осевых станков. Однако главным их отличием является совместная работа вращающихся осей, позволяющих обрабатывать сложные формы, такие как криволинейные поверхности, сложные участки с подрезкой, а также труднодоступные глубокие полости, к которым обычные станки просто не в состоянии подступиться. Благодаря всей этой гибкости многие инструментальные производители и мастерские, занимающиеся прототипированием, всё больше полагаются на 5-осевые фрезерные станки с ЧПУ для изготовления нестандартных пресс-форм, тестирования новых продуктов и выпуска небольших партий, где особенно важна точность.
Высококачественная отделка поверхности и точность при обработке сложных геометрических форм
Более короткие траектории инструмента, возможные благодаря вращательным осям, способствуют уменьшению прогиба во время операций механической обработки, в результате чего поверхности получаются примерно в два раза менее шероховатыми по сравнению с тем, что мы получаем при использовании стандартных трехосевых станков. Когда между режущим инструментом и обрабатываемым материалом постоянно сохраняется контакт, вибрации значительно снижаются, что позволяет обеспечивать допуски в пределах ±0,005 миллиметра даже при работе с труднообрабатываемыми материалами, такими как титановые или никелевые сплавы. Точность такого уровня особенно важна для отраслей промышленности, производящих детали, такие как лопатки турбин самолетов или медицинские имплантаты, поскольку микроскопические дефекты могут со временем нарушить надежную работу этих компонентов.
Распространенные ограничения и проблемы при пятикоординатной фрезерной обработке с ЧПУ
5-осевая фрезерная машина отлично подходит для изготовления сложных деталей, но имеет довольно серьезные требования. Эти станки требуют квалифицированных программистов и специальных систем, способных компенсировать изменения размеров, вызванные накоплением тепла во время работы. Поговорим о цифрах. Стоимость обычно превышает полмиллиона долларов, а расходы на обслуживание составляют примерно на 30 и даже до 40 процентов больше по сравнению с обычными 3-осевыми станками. Для многих мастерских, особенно небольших, это создает серьезную дилемму. Приходится сопоставлять такие крупные расходы с увеличением скорости производства. Иногда, когда детали не слишком сложные, дополнительные возможности просто не оправдывают себя с экономической точки зрения.
Сравнение 5-осевой фрезерный станок Конфигурации и их влияние на производительность
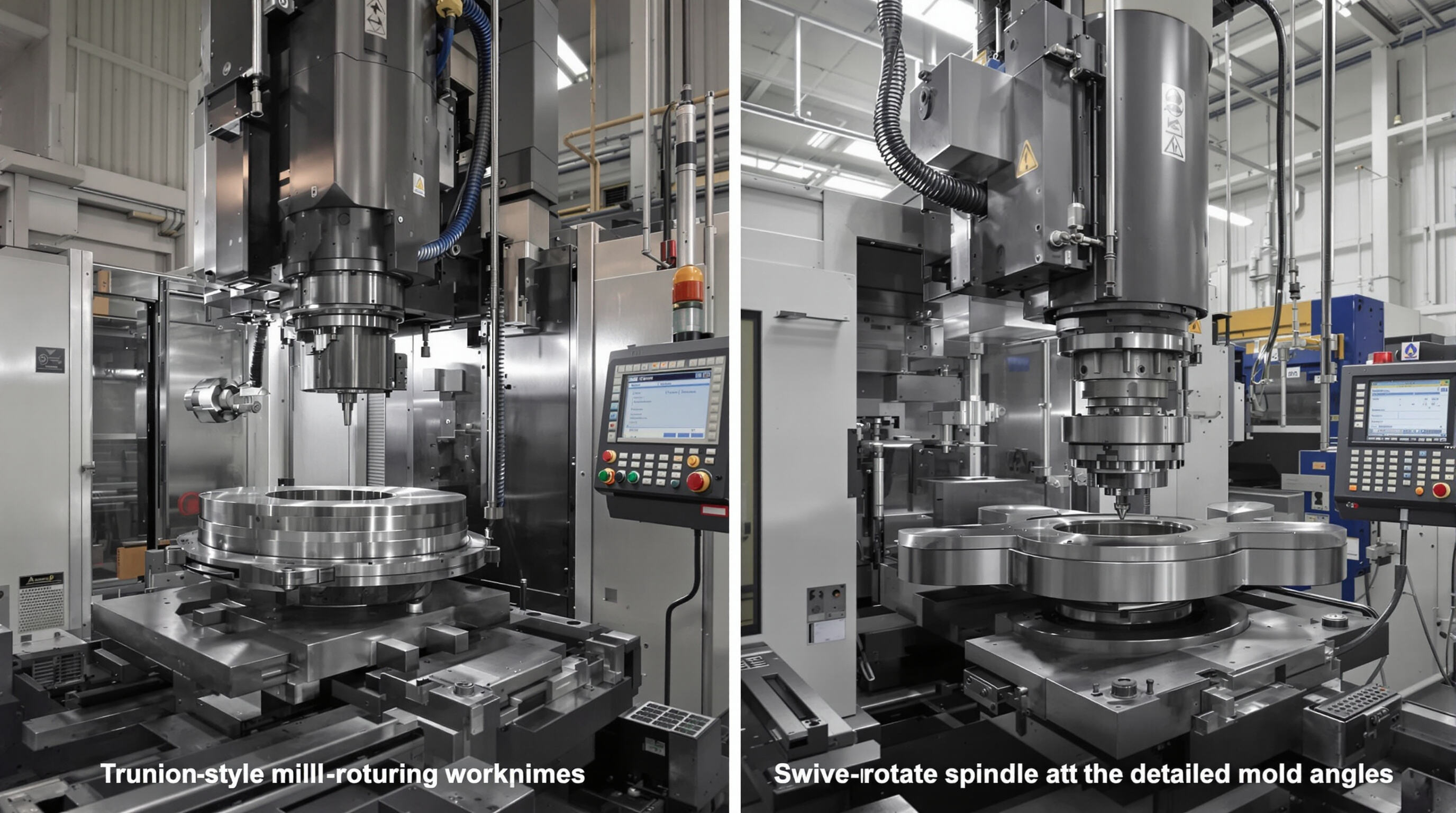
Станки с поворотным столом (trunnion-style) против станков с вращающейся головкой (swivel-rotate-style) в 5-осевых конструкциях
Машины с поворотной опорой работают за счет вращения заготовки по двум осям - обычно обозначаются как A (ось X) и C (ось Z) поворотные столы. Эта конструкция помогает сохранять стабильность при резке прочных материалов, поэтому они очень популярны для изготовления деталей, используемых в самолетах и космических аппаратах. В свою очередь, машины с поворотом и поворотом имеют шпиндель, установленный на различных поворотных механизмах, обычно по осям B (Y) и C (Z). Это позволяет токарям добираться до сложных углов, необходимых для детальных форм и сложных форм. Большинство мастерских считают, что поворотные станки лучше справляются с быстрой обработкой большого количества материала, но при работе в тесных местах и сложных подрезках поворотные конструкции оказываются предпочтительнее, так как они меньше мешают заготовке во время работы.
Сравнение конфигураций с двойным поворотным шпинделем и поворотным столом
Двухосевая шпиндельная головка позволяет инструментам перемещаться во всех направлениях, что особенно важно при работе с лопатками турбин. В то же время, установки со столом с наклоном перемещают самую заготовку на наклонных станинах. Некоторые современные фрезерные станки с 5 осями фактически объединяют оба подхода, чтобы иметь возможность управлять как заготовкой, так и режущим инструментом одновременно, без необходимости остановки и переустановки деталей с несколькими поверхностями. Хотя универсальные станки предоставляют операторам максимальную гибкость, они также добавляют сложности в эксплуатацию. Для более простых задач, связанных с компонентами квадратной формы, чаще подходят станки со столом с наклоном, поскольку они обеспечивают простой рабочий процесс. Стабильность станка со временем также во многом зависит от его конструктивных особенностей. Станки, оснащённые встроенными системами охлаждения, как правило, обеспечивают более высокую точность на протяжении длительных операций, когда колебания температуры могут вызвать проблемы.
Понимание различий между обработкой по схеме 3+2 оси и непрерывным фрезерованием по 5 осям
Техника обработки 3+2 предполагает фиксацию режущей головки под составными углами, что упрощает сложные траектории фрезерования по трём осям. Это особенно эффективно при работе с несколькими плоскими поверхностями, требующими точного позиционирования. В случае непрерывного фрезерования по 5 осям инструмент перемещается одновременно во всех направлениях. Результатом являются допуски порядка 0,02 мм согласно стандартам ISO, что идеально подходит, например, для лопаток турбин с их сложной формой. По данным исследований Института инструментального производства, переход на обработку по схеме 3+2 позволяет сократить трудности программирования примерно на 40%. Однако наиболее заметным преимуществом является способность непрерывного фрезерования полностью исключить необходимость вторичных установок. Для сложных контуров, таких как медицинские имплантаты, этот подход позволяет сэкономить около двух третей времени обработки по сравнению с традиционными методами.
Размер рабочей зоны, доступность детали и жёсткость в различных конфигурациях
Конструкция станка напрямую определяет доступное рабочее пространство; системы с поворотным столом обычно обеспечивают на 20% больший рабочий объем, но уступают в доступе к глубоким полостям по сравнению с конфигурациями с шарнирным рычагом. Сравните показатели доступности:
| Конфигурация | Максимальный угол инструмента | Доступ к глубоким полостям | Индекс жесткости |
|---|---|---|---|
| Поворотный стол | 110° | Умеренный | ⭐⭐⭐⭐⭐ |
| Шпиндель с поворотно-вращательной головкой | 130° | Отличный | ⭐⭐⭐⭐⭑ |
| Гибридный универсальный | 180° | Начальство | ⭐⭐⭐⭐⭐ |
Жесткость связана с устойчивостью к вибрациям: монолитные отливки в системах с поворотным столом обеспечивают на 15% более высокую скорость удаления материала при обработке титана по сравнению с консольными поворотными конструкциями, согласно испытаниям станков.
Оценка точности, жесткости и тепловой стабильности в 5-осевой фрезерный станок Системы
Роль жесткости станка и динамической устойчивости при фрезеровании с высокой точностью
Достижение точности на уровне микронов при фрезеровании на 5-осевых станках CNC во многом зависит от прочности конструкции самого станка. Станки, которые не прогибаются под действием сил резания, необходимы для такого рода работ. Когда производители создают эти станки с прочными конструктивными решениями и оснащают их гранитными основаниями, достигается более высокая устойчивость. Это позволяет значительно снизить вибрации даже при вращении шпинделя на очень высоких скоростях, например, 15 000 об/мин. И стоит отметить, что жесткость играет огромную роль при обработке тонких поверхностей. Высококачественный жесткий 5-осевой станок способен сохранять точность в пределах всего 5 микронов при работе с труднообрабатываемыми материалами, такими как аэрокосмические сплавы, что имеет решающее значение для высокоточных производственных условий.
Системы термической компенсации и долгосрочная точность в 5-осевых станках
Поддерживать непрерывную работу сложно из-за проблем с тепловым расширением. При изменении температуры подшипники и винты могут смещаться до 20 микрон на метр. Для решения этой проблемы современное оборудование оснащено датчиками, встроенными непосредственно в шпиндельный узел и компоненты шарико-винтовой передачи. Эти датчики передают информацию в режиме реального времени непосредственно контроллеру ЧПУ, чтобы корректировка происходила автоматически. Что это означает? Машины остаются очень точными, примерно плюс-минус 0,001 дюйма в течение целой 8-часовой смены. И такая точность нужна не просто для удобства. Производители медицинских имплантов полагаются на эти допуски, поскольку даже небольшие отклонения могут повлиять на безопасность пациентов в критически важных приложениях.
Точность измерения: стандарты ISO против реальных характеристик в 5-осевых станках с ЧПУ
ISO 230-2 описывает стандартные методы испытаний, основанные на использовании лазерной интерферометрии, но на практике результаты часто зависят от способа настройки оборудования и применяемых инструментов. Исследования показывают, что одни только изменения температуры могут привести к неточностям измерений в размере около 60 процентов, если температурная компенсация не применяется должным образом. Анализ недавних исследований ультрапрецизионной фрезерной обработки также демонстрирует интересные результаты. При внедрении производителями передовых методов картирования ошибок наблюдается значительное снижение расхождений в измерениях. Эти улучшения позволяют сократить разрыв между теоретическими результатами лабораторных исследований и реальными процессами, происходящими на производственных площадках в повседневной практике.
Оптимизация производительности шпинделя и скорости подачи для 5-осевая фрезерная обработка с ЧПУ
Требования к скорости шпинделя, крутящему моменту и мощности для различных материалов
При работе с современными фрезерными станками с 5 осями правильная настройка шпинделя под разные материалы имеет решающее значение. Алюминий и композитные материалы лучше всего обрабатываются на скоростях выше 40 000 об/мин. Это позволяет поддерживать высокую производительность и избегать чрезмерного нагрева заготовки. Совсем иначе обстоит дело с закаленными сталями. Для этих материалов требуются более низкие скорости вращения — от 6 000 до 12 000 об/мин, но при этом значительно больший крутящий момент — не менее 40 Нм, чтобы обеспечить эффективное резание. Поддержание точности позиционирования особенно важно в течение длительных циклов обработки. Хорошие системы термокомпенсации позволяют удерживать погрешность в пределах ±5 микрон. Это особенно критично при обработке титана, поскольку силы резания могут сильно колебаться в процессе выполнения операций.
Методы оптимизации подачи для эффективного 5-осевого фрезерования
Соблюдение правильного баланса между подачей и нагрузкой на зуб фрезы предотвращает отклонение инструментов и при этом обеспечивает высокий уровень производительности. При работе с труднодоступными тонкостенными деталями в авиационном производстве адаптивные системы подачи могут автоматически регулировать скорости в диапазоне от 15 до 30 процентов. Согласно исследованию NIST за 2023 год, такого рода корректировка сокращает общее время цикла примерно на 22%. Однако, обработка сложных форм требует особого подхода. Векторное планирование траектории для режущих инструментов обеспечивает постоянную толщину стружки на протяжении всей операции. Испытания в промышленности показали, что такой метод увеличивает срок службы инструмента примерно на 35% по сравнению со стандартными линейными методами, что особенно ощутимо при серийном производстве.
Кейс: Интеграция высокоскоростных шпинделей в производстве авиационных компонентов
Один производитель лопаток турбин заметил, что их производственные циклы ускорились почти на 20% после перехода на новую гибридную конструкцию шпинделя, обладающую пиковой мощностью 30 кВт и впечатляющими возможностями вращения до 42 000 об/мин. По-настоящему выделяет эту систему то, как она справляется с вибрациями во время работы. Активная система демпфирования снизила параметры шероховатости поверхности с примерно 0,8 микрон до всего лишь 0,3 микрон, что соответствует строгим стандартам, необходимым для лопаток реактивных двигателей. И вот еще одна вещь, которую обсуждают производители в последнее время: эта конкретная конфигурация позволяет обрабатывать прочные крепления из сплава Inconel 718 весом около 14 кг за одну установку. До появления этой инновации рабочим приходилось выполнять не менее трех различных операций на стандартных станках с 3 осями, чтобы добиться нужного результата.
Совпадение 5-осевой фрезерный станок Соответствие Вашим Производственным Потребностям: Руководство Покупателя
Ключевые Характеристики Для Оценки При Выборе 5-осевого Фрезерного Станка
Выбор подходящего 5-осевого станка требует баланса между техническими требованиями и операционными целями. Приоритезируйте следующие спецификации:
- Размеры рабочей зоны (обычно 500–2000 мм по осям XYZ) для обработки деталей соответствующих размеров
- Скорость шпинделя (15 000–42 000 об/мин) и кривые крутящего момента для материалов, таких как титан или Inconel®
- Точность позиционирования (<5 мкм) и показатели повторяемости в соответствии со стандартом ISO 230-2
- Вместимость автоматического смены инструмента (от 24 до 120 инструментов) для минимизации времени, не связанного с резанием
Согласно исследованию, проведённому в 2023 году, производители, использующие системы с более чем 40 инструментами, сократили время настройки на 37% по сравнению с системами с меньшей вместимостью.
Роль ведущих производителей в развитии 5-осевой технологии
Лидеры инноваций способствуют трём ключевым изменениям на рынке:
- Единые системы управления сочетающие 5-осную интерполяцию с адаптивной оптимизацией подачи
- Модульными конструкциями позволяющие перенастраивать поворотную головку/вращающийся стол за <4 часа
- Техпроцессы, специфичные для материалов для углеволоконных композитов и градиентных сплавов
Эти производители инвестируют в исследования и разработки 18–22% годового дохода, что ускоряет создание решений по обеспечению тепловой стабильности, уменьшающих дрейф на 62% при работе свыше 8 часов. Опции персонализации позволяют поставщикам аэрокосмической отрасли интегрировать собственные алгоритмы траекторий инструмента непосредственно в контроллеры станков.
Коротко говоря, выбор подходящего 5-осевого фрезерного станка зависит от согласования его конфигурации, точности и производительности шпинделя с конкретными требованиями к материалам и целям производства. Независимо от того, отдается ли предпочтение жёсткости для обработки прочных сплавов или универсальности для сложных геометрий, соответствие ключевых характеристик потребностям эксплуатации обеспечивает долгосрочную выгоду. Для предприятий, стремящихся повысить эффективность и точность при производстве сложных деталей, затрата времени на оценку особенностей 5-осевого фрезерного станка является важным шагом на пути к успеху.
Содержание
-
Понимание 5-осевой фрезерный станок Технология и Cor е Преимущества
- Что такое 5-осевая обработка и чем она отличается от 3-осевого фрезерования?
- Ключевые преимущества пятиосевой обработки на станках с ЧПУ: сокращение времени на подготовку и настройку, а также повышенная универсальность
- Высококачественная отделка поверхности и точность при обработке сложных геометрических форм
- Распространенные ограничения и проблемы при пятикоординатной фрезерной обработке с ЧПУ
-
Сравнение 5-осевой фрезерный станок Конфигурации и их влияние на производительность
- Станки с поворотным столом (trunnion-style) против станков с вращающейся головкой (swivel-rotate-style) в 5-осевых конструкциях
- Сравнение конфигураций с двойным поворотным шпинделем и поворотным столом
- Понимание различий между обработкой по схеме 3+2 оси и непрерывным фрезерованием по 5 осям
- Размер рабочей зоны, доступность детали и жёсткость в различных конфигурациях
- Оценка точности, жесткости и тепловой стабильности в 5-осевой фрезерный станок Системы
- Оптимизация производительности шпинделя и скорости подачи для 5-осевая фрезерная обработка с ЧПУ
- Совпадение 5-осевой фрезерный станок Соответствие Вашим Производственным Потребностям: Руководство Покупателя