
Разбиране 5-осов фрезов станок Технология и кор преимущества

Какво е обработка с пет оси и как се различава от фрезоване с три оси?
Петосните CNC фрезови машини работят с три праволинейни движения (X, Y, Z) плюс две ротационни оси (обикновено A и B). Това позволява на инструментите да се движат свободно във всички пет посоки едновременно. Традиционните триосни машини се справят трудно със сложни форми, защото изискват постоянни ръчни настройки. Петосните машини обаче наклоняват или детайла, който се обработва, или самия режещ инструмент, за да се запази оптималният ъгъл по време на обработката. Резултатът? По-малко спирания и пре настройки от операторите. Производителите в индустрии като авиостроенето, автомобилната индустрия и производството на медицински устройства намират това особено ценно, защото им позволява да изработват сложни детайли, без да жертват качеството или да увеличават производственото време.
Основни предимства на петосната CNC обработка: намалено време за настройка и увеличена универсалност
Когато детайлите могат да се обработват чрез множество операции, докато все още са затегнати на едно място, 5-осните фрези значително намаляват малките грешки, които се натрупват, когато детайлите се местят прекалено много по време на производството. Според проучване, публикувано миналата година в производствени среди, предприятия, които преминават към тези напреднали машини, виждат, че времето за настройка се намалява с почти две трети в сравнение с това, което преди това са изразходвали за стандартни настройки с 3 оси. Това, което наистина ги отличава, е как въртящите се оси работят заедно, за да обработват сложни форми като криви повърхности, трудни за обработка подрязвания и дълбоки вдлъбнатини, които основните машини просто не могат да достигнат. Поради цялата тази гъвкавост, много инструментални производители и работилници за прототипи започнаха да разчитат силно на 5-осна CNC фрезовка за създаване на индивидуални форми, тестване на нови продуктови дизайни и производство на малки серии, където точността е от решаващо значение.
Превъзходно качество на повърхността и прецизност при обработка на сложна геометрия
По-късите траектории на инструмента, които са възможни чрез ротационните оси, помагат за намаляване на огъването по време на обработката, което води до повърхности, които са приблизително наполовина по-грапави в сравнение с тези, които получаваме със стандартни триосни машини. Когато има постоянно съприкосновение между режещия инструмент и обработвания материал, вибрациите значително намаляват също така, което позволява прецизност в диапазона от плюс или минус 0,005 милиметра дори при работа с труднообработваеми материали като титан или сплави на инконел. Индустриите, произвеждащи компоненти като турбинни лопатки за самолети или медицински импланти, наистина се нуждаят от този вид точност, защото дори микроскопични дефекти могат със времето да доведат до сериозни повреди в тези компоненти.
Чести ограничения и предизвикателства при 5-осната CNC обработка
Петоосовата фреза е отлична за производство на сложни детайли, но идва със сериозни изисквания. Тези машини изискват програмисти, които разбират от работата, както и специални системи, за да се справят с промените в размерите, предизвикани от натрупването на топлина по време на работа. Нека да поговорим за цифрите за момент. Първоначалните разходи обикновено надвишават половин милион долара, а поддържането им в добро състояние струва около 30 до дори 40 процента повече в сравнение с обикновените триосови машини. За много производствени помещения, особено по-малките, това създава реална дилема. Трябва да се направи сравнение между тези големи разходи и това колко по-бърза става производството. Понякога, когато детайлите не са твърде сложни, цялата тази допълнителна функционалност просто не си струва разходите от гледна точка на бизнеса.
Сравняване 5-осов фрезов станок Конфигурации и тяхното влияние върху производителността
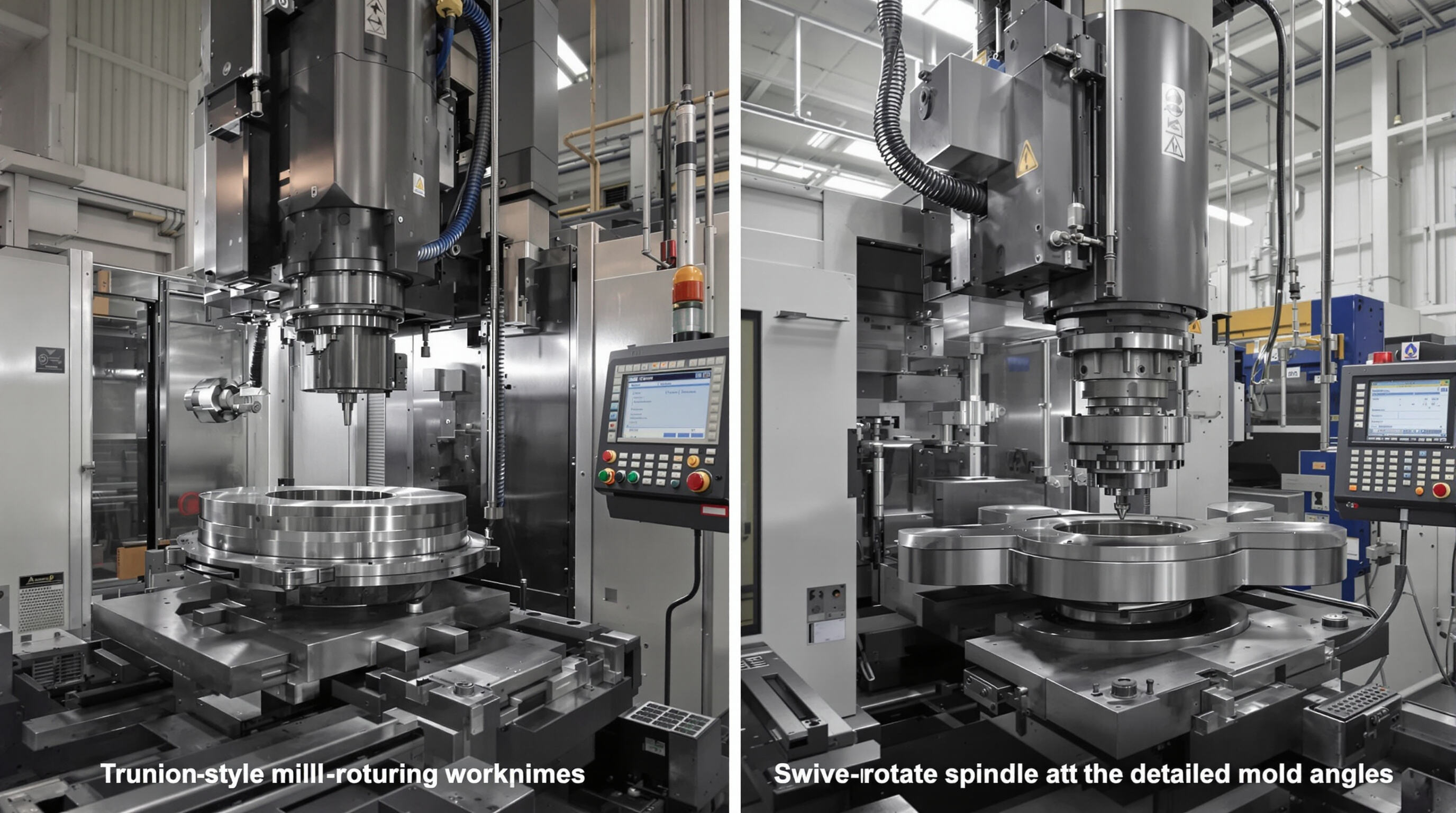
Машина с трионче (trunnion-style) срещу машина с въртене-заключване (swivel-rotate-style) в конструкцията на 5-осови машини
Машините с трунионен стил работят чрез въртене на обработваното парче по два акса - обикновено обозначени като A (X-ос) и C (Z-ос) въртящи маси. Тази настройка помага да се поддържа стабилност при рязане на твърди материали, което е причината те да са толкова популярни при производството на части за самолети и космически кораби. От друга страна, машините с въртящо-засичащо движение имат шпиндела монтиран на различни засичания, обикновено по B (Y-ос) и C (Z-ос). Това позволява на машинистите да достигат до онези трудни ъгли, необходими за детайлни форми и сложни форми. Повечето производители установяват, че трунионните машини по-добре издържат при бързо отстраняване на голямо количество материал, но когато се работи в тесни пространства и сложни подрязвания, въртящите се конструкции се оказват по-добри, защото не пречат толкова много на обработваното парче по време на работа.
Конфигурации с двоен пантов шпиндел и засичаща маса в сравнение
Двойният пивотен шпиндел позволява на инструментите да се движат във всички посоки, което е наистина важно при работа с лопатки на турбини. Междувременно, настройки с накланяща се маса движат самата детайла по наклонени легла. Някои напреднали фрезови машини с пет оси всъщност комбинират двата подхода заедно, така че могат да управляват едновременно детайла и режещия инструмент, без да е необходимо да спират и преpoзиционират нещо при детайли с множество повърхности. Докато универсалните машинни настройки предоставят на операторите максимална възможна гъвкавост, те също съдържат допълнителна сложност. За по-прости задачи, включващи компоненти с кутиевидна форма, по-добре подходящи са машини с накланяща се маса, тъй като те поддържат по-лесни работни процеси. Колко стабилна остава машината с течение на времето, също зависи много от конкретните ѝ конструктивни особености. Машини, оборудвани с вградени охлаждащи системи, обикновено остават по-точни през по-дългите операции, където температурните колебания иначе биха предизвиквали проблеми.
Разбиране на обработка с 3+2 оси спрямо непрекъсната обработка с 5 оси
Техниката за обработка с 3+2 оси фиксира рязещата глава под съставни ъгли, което опростява сложните траектории при обработка с 3 оси. Това работи отлично при работа с множество равнини, които изискват прецизно позициониране. Съществува и непрекъсната обработка с 5 оси, когато инструментът се движи във всички посоки едновременно. Резултатът? Допуски около 0.02 мм според стандартите на ISO, което е идеално за неща като лопатки на турбини със сложни форми. Според някои изследвания от Института за изследвания в областта на технологиите, преминаването към 3+2 оси може да намали проблемите при програмирането с около 40%. Но онова, което наистина се откроява, е способността на непрекъснатата обработка напълно да отстрани досадните вторични настройки. За сложни контури като медицински импланти, този подход спестява приблизително две трети от обичайното време за обработка в сравнение с традиционните методи.
Големина на работното пространство, достъпност до детайла и стабилност при различни конфигурации
Проектирането на машината директно определя използваемото работно пространство; системите с трюни обикновено предлагат 20% по-големи обеми, но жертват достъпа до дълбоки джобове в сравнение с конфигурациите със съчленени ръце. Сравнете показателите за достъпност:
| Конфигурация | Максимален ъгъл на инструмента | Достъп до дълбоки полости | Индекс на твърдост |
|---|---|---|---|
| Трюн маса | 110° | Умерена | ⭐⭐⭐⭐⭐ |
| Завъртане-преместване на шпиндела | 130° | Отлично | ⭐⭐⭐⭐⭑ |
| Хибридна универсална | 180° | Начало | ⭐⭐⭐⭐⭐ |
Твърдостта е в корелация с устойчивостта на вибрации: монолитни отливки в системите с трюни осигуряват 15% по-високи скорости на отстраняване на материала при титан в сравнение с конзолни завъртащи конструкции според измерванията при обработка.
Оценка на прецизността, твърдостта и термичната стабилност при 5-осов фрезов станок Системи
Ролята на машинната стегнатост и динамичната стабилност при високоточното фрезоване
Постигането на точност на микрониво при 5-осево CNC фрезоване всъщност зависи предимно от здравината на машината. Машините, които съпротивляват на огъване под действието на силите при рязане, са основни за този вид работа. Когато производителите изграждат тези машини със здрави структурни конструкции и ги оборудват с гранитни основи, те постигат по-добра стабилност. Това намалява вибрациите дори когато шпинделът се върти с невероятно високи обороти като 15 000 RPM. И да си кажем фактите, стегнатостта е от решаващо значение за тези фини детайли по повърхностната обработка. Една добра стегната 5-осова машина може да запази точността си в рамките на само 5 микрона докато работи по трудни за обработка материали като авиационни сплави – нещо, което прави голямата разлика в среди за прецизно производство.
Системи за термална компенсация и дългосрочна прецизност при 5-осеви машини
Поддържането на непрекъснато функциониране е трудно поради проблеми с термично разширение. Когато температурите се променят, лагери и винтове могат да се преместват до 20 микрона на метър. За да се справят с този проблем, съвременно оборудване вече включва сензори, вградени директно в корпуса на шпиндела и в компонентите на топковите винтове. Тези сензори изпращат информация в реално време директно към CNC контролера, така че корекциите се правят автоматично. Какво означава това? Машините остават изключително точни, около плюс или минус 0,001 инча през цялата 8-часова работна смяна. И това ниво на прецизност не е просто желателно. Производителите на медицински импланти разчитат на тези допуски, защото дори минимални отклонения могат да повлияят на безопасността на пациентите в критични приложения.
Точност на измерване: ISO стандарти срещу реални постижения при 5-осни CNC машини
ISO 230-2 описва стандартни процедури за тестване, които разчитат на лазерна интерферометрия, но какво се случва в действителност често зависи силно от начина на настройка и използваните инструменти. Проучвания показват, че самите температурни промени допринасят за около 60 процента от всички неточности в измерванията, когато не се прилага правилна компенсация. Анализът на последни открития от изследвания върху ултра прецизните фрезови операции също разкрива нещо интересно. Когато производителите прилагат тези напреднали стратегии за картиране на грешки, те всъщност наблюдават значително намаляване на разликите в измерванията. Тези подобрения помагат да се съкрати дистанцията между теоретичните лабораторни резултати и това, което наистина се случва по време на ежедневните производствени процеси на фабричните съоръжения.
Оптимизиране на производителността на шпиндела и скоростта на подаване за фрезеруване с CNC с 5 оси
Скорост на шпиндела, въртящ момент и изисквания за мощност за различни материали
При работа с модерни фрезови машини с 5 оси, настройката на правилния шпиндел за различни материали прави всичката разлика. Алуминият и композитните материали се обработват най-добре, когато машината върти над 40 000 RPM. Това позволява производството да се развива бързо, без да се натрупва прекалено много топлина в обработваното парче. Положението се променя значително при работа с въглеродни стомани. Тези материали изискват по-ниски скорости между 6 000 и 12 000 RPM, но изискват значително по-голям въртящ момент – поне 40 нютон метра, за да се осигури ефективно рязане. Запазването на точната позиция става наистина важно при дълги сесии на машинна обработка. Добрите системи за термална компенсация помагат грешките да се поддържат в рамките на плюс или минус 5 микрона. Това е особено критично при обработка на титан, тъй като силите на рязане могат значително да се променят по време на операциите.
Техники за оптимизация на скоростта на подаване за ефективно фрезоване на 5 оси
Постигането на правилния баланс между скоростта на подаване и натоварването на стружката предпазва инструментите от огъване, като в същото време се поддържа добро ниво на продуктивност. При работа с онези трудни за обработка тънкостенни детайли в авиационното производство, адаптивните системи за подаване могат автоматично да регулират скоростите с между 15 и 30 процента. Според проучване на Националния институт по стандарти и технологии (NIST) от 2023 г., този вид корекции всъщност намалява общото време на цикъл с около 22%. Въпреки това, обработката на сложни форми изисква нещо специално. Векторното планиране на пътя на рязане осигурява постоянна дебелина на стружката през цялата операция. Индустриални тестове са установили, че този подход удължава живота на инструмента с около 35% в сравнение със стандартните линейни методи, което прави голяма разлика при производството на серийни партиди.
Пример за изследване: Интегриране на високоскоростни шпинделни глави при производството на авиационни компоненти
Един производител на турбинни лопатки отбеляза увеличение на скоростта на производствените цикли с почти 20%, след като премина към нова комбинирана система с шпиндел, която развива пиков мощност от 30 kW, както и впечатляващите 42 000 оборота в минута. Това, което наистина отличава тази система, е начина, по който се справя с вибрациите по време на работа. Активната система за потушаване намали измерванията на неравномерността на повърхността от около 0.8 микрона до само 0.3 микрона, което всъщност отговаря на строгите стандарти, изисквани за лопатките на реактивни двигатели. И ето още нещо, за което говорят производителите напоследък: конкретно тази конфигурация позволява им обработването на тежките двигатели от сплав Inconel 718, които тежат около 14 килограма, в единична настройка. Преди появата на тази иновация, работниците трябваше да извършат поне три различни операции, използвайки стандартни 3-осни машини, за да се извърши работата правилно.
Съвпадение 5-осов фрезов станок Съобразете функциите с производствените си нужди: Ръководство за купувачи
Основни технически характеристики при избор на 5-осна фреза
Изборът на подходяща 5-осова фреза изисква балансиране на техническите изисквания с оперативните цели. Приоритизирайте следните спецификации:
- Размери на работното пространство (обикновено 500–2000 мм по осите XYZ) за поемане на размерите на детайлите
- Скорост на шпиндела (15 000–42 000 оборота в минута) и криви на въртящия момент за материали като титан или Inconel®
- Точност на позициониране (<5 μm) и метрики за повторяемост според стандартите ISO 230-2
- Капацитет на смяната на инструментите (24–120 инструмента) за минимизиране на времето без рязане
Преглед от 2023 г. за машинни компоненти показа, че производителите, използващи системи с над 40 инструмента, намалиха времето за настройка с 37% в сравнение с по-малки магазини.
Ролята на водещите производители в развитието на 5-осовата технология
Водещите иновации предприемат три ключови пазарни промени:
- Обединени системи за управление комбиниращи 5-осна интерполация с оптимизация на скоростта на подаване
- Модулни конструкции позволяващи пренастраиване на люлееща се глава/ротационна маса за <4 часа
- Машинни пакети, специфични за материала за въглеродни композити и градиентни сплави
Тези производители инвестират 18–22% от годовия си приход в НИОКР, ускорявайки решения за термична стабилност, които намаляват дрейфа с 62% по време на операции над 8 часа. Опциите за персонализация сега позволяват на доставчиците в авиокосмическата индустрия директно да интегрират собствени алгоритми за пътя на инструмента в контролерите на машините.
Накратко, изборът на правилната 5-осна фреза зависи от съответствието на нейната конфигурация, прецизност и производителност на шпиндела с конкретните ви материали и цели на производството. Независимо дали се предпочита стабилност за обработка на твърди сплави или универсалност за сложни геометрии, съпоставянето на ключови технически параметри с оперативните изисквания осигурява дългосрочна изгода. За предприятия, целящи подобряване на ефективността и точността при производството на сложни компоненти, отделянето на време за оценка на тези характеристики на 5-осната фреза е критична стъпка към успеха.
Съдържание
-
Разбиране 5-осов фрезов станок Технология и кор преимущества
- Какво е обработка с пет оси и как се различава от фрезоване с три оси?
- Основни предимства на петосната CNC обработка: намалено време за настройка и увеличена универсалност
- Превъзходно качество на повърхността и прецизност при обработка на сложна геометрия
- Чести ограничения и предизвикателства при 5-осната CNC обработка
-
Сравняване 5-осов фрезов станок Конфигурации и тяхното влияние върху производителността
- Машина с трионче (trunnion-style) срещу машина с въртене-заключване (swivel-rotate-style) в конструкцията на 5-осови машини
- Конфигурации с двоен пантов шпиндел и засичаща маса в сравнение
- Разбиране на обработка с 3+2 оси спрямо непрекъсната обработка с 5 оси
- Големина на работното пространство, достъпност до детайла и стабилност при различни конфигурации
- Оценка на прецизността, твърдостта и термичната стабилност при 5-осов фрезов станок Системи
- Оптимизиране на производителността на шпиндела и скоростта на подаване за фрезеруване с CNC с 5 оси
- Съвпадение 5-осов фрезов станок Съобразете функциите с производствените си нужди: Ръководство за купувачи