
Forståelse 5-akset mølle Teknologi og Cor e Fordele

Hvad er 5-akset bearbejdning og hvordan adskiller det sig fra 3-akset fræsning?
Femakse CNC-fresemaskiner arbejder med tre lige bevægelser (X, Y, Z) samt to rotationspunkter (typisk A og B). Dette tillader værktøjer at bevæge sig frit i alle fem retninger samtidigt. Traditionelle 3-akse maskiner har svært ved at håndtere komplicerede former, fordi de kræver konstant manuel justering. Femakse udstyr skæver enten den del, der arbejdes på, eller selve skæreværktøjet for at opretholde den optimale vinkel under bearbejdningen. Resultatet er færre pauser, hvor operatører er nødt til at stoppe og nulstille alt. Producenter inden for industrier som f.eks. flyproduktion, bilfremstilling og medicinsk udstyr finder dette særligt værdifuldt, da det tillader dem at fremstille komplekse komponenter uden at gå på kompromis med kvaliteten eller øge produktionsomfanget.
Nøglefordele ved femakse CNC-bearbejdning: reduceret opsætningsid og forbedret alsidighed
Når dele kan bearbejdes gennem flere operationer, mens de stadig er spændt fast, reducerer 5-aksemaskiner markant de små fejl, der opstår, når dele bliver flyttet for meget under produktionen. Ifølge nogle undersøgelser, der blev offentliggjort i sidste år i produktionssammenhænge, oplever virksomheder, der skifter til disse avancerede maskiner, at deres opsætningsgange falder med næsten to tredjedele sammenlignet med det, de tidligere brugte på almindelige 3-akseopsætninger. Det, der virkelig adskiller dem, er dog, hvordan de roterende akser arbejder sammen for at håndtere komplekse former som krummede overflader, vanskelige undercuts og de svære dybe lommer, som almindelige maskiner simpelthen ikke kan nå. På grund af denne fleksibilitet har mange værktøjsmagere og prototypevirksomheder begyndt at stole stærkt på 5-akse CNC-fræsning til fremstilling af specialdesignede former, test af nye produktdesign og små serier, hvor præcision er afgørende.
Overlegen overfladefinish og præcision i kompleks geometribearbejdning
De kortere værktøjspolier, som er mulige gennem rotationsakser, hjælper med at reducere afbøjning under bearbejdning, hvilket resulterer i overflader, der er cirka halvt så ru sammenlignet med dem, vi opnår med standard tre-aksemaskiner. Når der er konstant kontakt mellem skæreredet og det materiale, der arbejdes på, falder vibrationerne også markant, hvilket tillader stramme tolerancer på plus eller minus 0,005 millimeter, selv når der arbejdes med hårde materialer som titan eller inconel-legeringer. Industrier, der producerer komponenter som flyturbineblade eller medicinske implantater, har virkelig brug for denne slags nøjagtighed, fordi mikroskopisk små fejl faktisk kan bremse, hvordan disse komponenter fungerer korrekt over tid.
Almindelige begrænsninger og udfordringer ved 5-akse CNC-bearbejdning
5-aksemaskinen er fremragende til fremstilling af komplicerede komponenter, men den medfører også nogle alvorlige krav. Disse maskiner kræver programmører, der ved, hvad de laver, samt særlige systemer til at håndtere de dimensionelle ændringer, der skyldes varmeophobning under driften. Lad os tale tal for et øjeblik. Den oprindelige investering overstiger typisk halvanden million dollars, og driftsudgifterne ligger omkring 30 og måske endda 40 procent højere end for almindelige 3-aksemaskiner. For mange værksteder, især mindre virksomheder, skaber dette en reel dilemma-situation. De er nødt til at afveje de store udgifter mod, hvor meget hurtigere produktionen bliver. Nogle gange, når komponenterne ikke er for komplekse, er hele den ekstra kapacitet simpelthen ikke værd forretningsteknisk set.
Sammenligning 5-akset mølle Konfigurationer og deres indflydelse på ydeevne
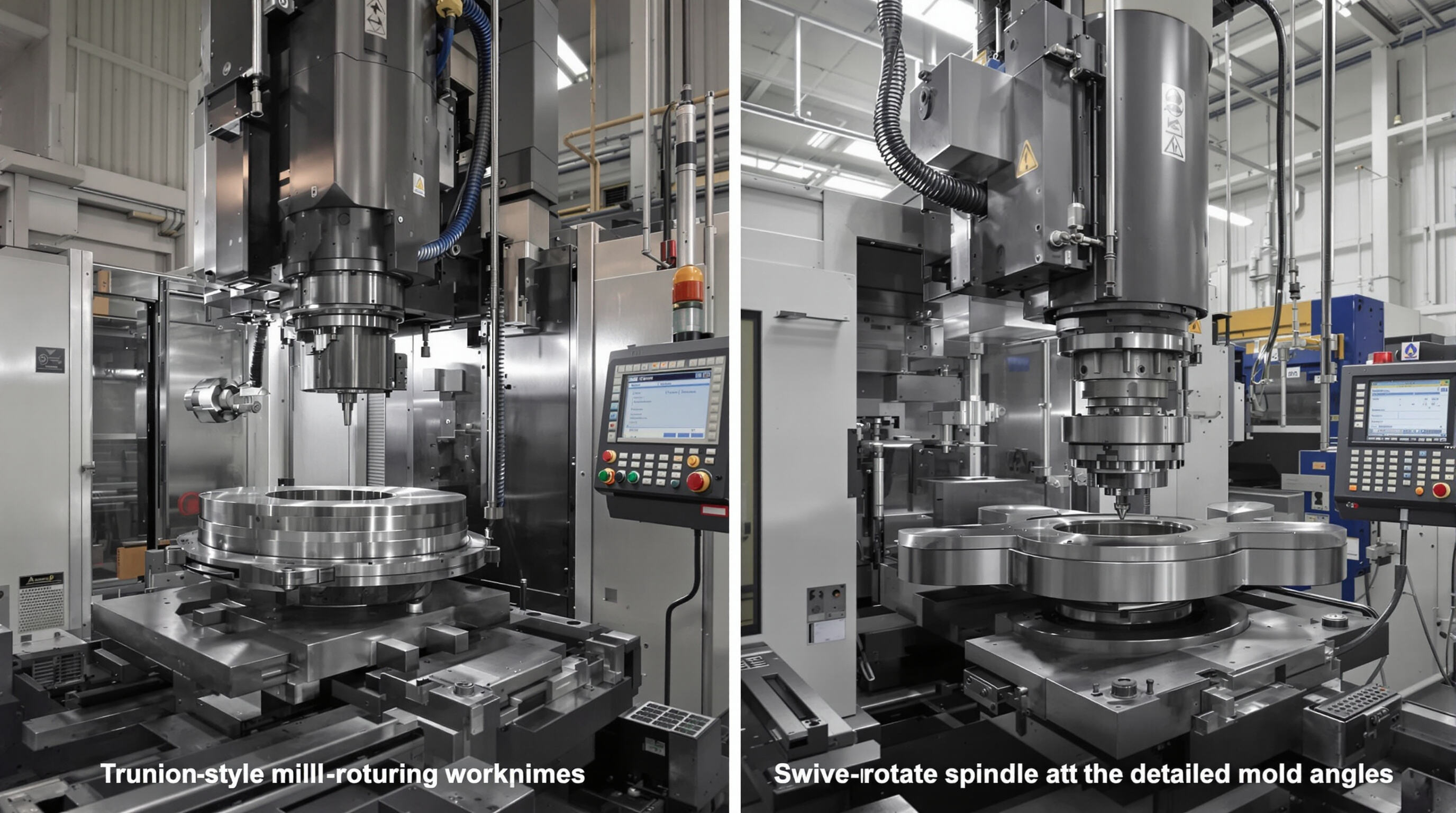
Trunnion-stil mod svivl-rotations-stil 5-aksemaskinkonstruktioner
Maskiner med trunnion-stil fungerer ved at rotere emnet over to akser - som regel angivet som A (X-aksen) og C (Z-aksen) roterende borde. Denne opsætning hjælper med at opretholde stabilitet under skæring i hårde materialer, hvilket er grunden til, at de er meget anvendte til fremstilling af dele til fly og rumfartøjer. Derimod har svingningsroterende maskiner deres spindel monteret på forskellige svingeksempler, almindeligvis langs B (Y-aksen) og C (Z-aksen). Disse tillader operatører at arbejde med de vanskelige vinkler, der kræves til detaljerede former og komplekse former. De fleste værktøjsskure finder, at trunnion-maskiner fungerer bedre, når der skal fjernes meget materiale hurtigt, men når der arbejdes i trænge omgivelser og med komplicerede undercuts, er svingekonfigurationer ofte bedre, fordi de simpelthen ikke forstyrrer emnet lige så meget under driften.
Sammenligning af dobbeltpivot-spindelhoved og bordtilt-konfigurationer
Den dobbelte pivotspindelhoved tillader, at værktøjer kan bevæge sig i alle retninger, hvilket er virkelig vigtigt, når man arbejder på turbiner. Mens bordvippende opstillinger i stedet flytter selve emnet rundt på vinklede senge. Nogle avancerede 5-akse fræsemaskiner kombinerer faktisk disse to tilgange, så de kan manipulere både emnet og skæreværktøjet samtidigt, uden at skulle stoppe og genopstille noget for dele med flere overflader. Mens universelle maskineopstillinger giver operatørerne den største mulige fleksibilitet, kommer de dog med tilføjet kompleksitet. Til simplere opgaver med kantede komponenter er vippende bordmaskiner ofte bedre egnet, da de fastholder enkelte arbejdsgang. Hvor stabil en maskine forbliver over tid afhænger også meget af dens designspecifikationer. Maskiner udstyret med indbyggede kølesystemer er generelt mere præcise gennem længere operationer, hvor temperaturudsving ellers ville forårsage problemer.
Forståelse af 3+2-akslede bearbejdning versus kontinuerlig 5-akslet frese
3+2-fresememetoden fastholder skærehovedet i sammensatte vinkler, hvilket forenkler de vanskelige 3-akslede fresebaner. Dette virker rigtig godt, når man har at gøre med flere flade overflader, der kræver præcis positionering. Derudover findes der kontinuerlig 5-akslet frese, hvor værktøjet bevæger sig i alle retninger på én gang. Resultatet? Tolerancer omkring 0,02 mm i henhold til ISO-standarder, perfekt til ting som impellerbladene med deres komplekse former. Ifølge nogle undersøgelser fra Tooling Research Institute kan overgangen til 3+2 reducere programmeringsudfordringer med cirka 40 %. Men det, der virkelig skiller sig ud, er den kontinuerlige fremgangsmådes evne til helt at gøre op med de irriterende sekundære opsætninger. Til komplekse konturer som medicinske implantater sparer denne tilgang cirka to tredjedele af den sædvanlige maskintid sammenlignet med traditionelle metoder.
Arbejdsvolumenstørrelse, deletilgængelighed og stivhed over konfigurationer
Maskinedesign har direkte indflydelse på det brugbare arbejdsområde; trunnion-systemer tilbyder typisk 20 % større arbejdsvolumener, men giver mindre dybdeindgribende rækkevidde sammenlignet med leddrifts-konfigurationer. Sammenlign tilgængelighedsmetrikker:
| Konfiguration | Maks. Værktøjsvinkel | Tilgængelighed til dybe hulrum | Stivhedsindeks |
|---|---|---|---|
| Trunnion-bord | 110° | Moderat | ⭐⭐⭐⭐⭐ |
| Sving- og roterende spindel | 130° | Fremragende | ⭐⭐⭐⭐⭑ |
| Hybrid Universel | 180° | Overlegen | ⭐⭐⭐⭐⭐ |
Stivhed korrelerer med vibrationsmodstand: monolitiske støbninger i trunnion-systemer giver 15 % højere materialefjernelseshastigheder for titan sammenlignet med konsolmonterede svingkonstruktioner, ifølge bearbejdningstests.
Vurdering af præcision, stivhed og termisk stabilitet i 5-akset mølle Systemerne
Maskinstivhed og dynamisk stabilitet i højnøjagtig frese
At opnå mikronniveau nøjagtighed med 5-akse CNC-fresning hænger stort set af, hvor solid maskinen er bygget. Maskiner, der modstår bøjning under skærekraft, er afgørende for denne type arbejde. Når producenter bygger disse maskiner med solide strukturdesign og udstyrer dem med granitbaser, opnår de bedre stabilitet. Dette hjælper med at reducere vibrationer, selv når spindlen roterer med vanvittigt høje hastigheder som 15.000 omdrejninger i minuttet. Og lad os være ærlige, stivhed er meget vigtig, når det gælder de fine detaljer i overfladens finish. En god, stiv 5-akse fresemaskine kan bevare nøjagtighed inden for kun 5 mikron, mens den arbejder med hårde materialer som luftfartslegeringer, hvilket gør en kæmpe forskel i højpræcisionsproduktionsmiljøer.
Termiske kompensationssystemer og langsigtet præcision i 5-akse fresemaskiner
Det er svært at holde ting i gang uden pauser på grund af problemer med termisk udvidelse. Når temperaturen ændres, kan lejer og skruer ændre position med op til 20 mikron per meter. For at håndtere dette problem har moderne udstyr nu sensorer, der er indbygget direkte i spindelhuset og kugleskruedeforbindelserne. Disse sensorer sender løbende information direkte til CNC-styringen, så justeringer sker automatisk. Hvad betyder dette? Maskinerne forbliver ekstremt præcise med en nøjagtighed på ca. plus/minus 0,001 tommer gennem en hel 8-timers arbejdsskift. Og denne præcision er ikke bare en behagelighed. Producenter af medicinske implantater er afhængige af disse tolerancer, da selv små afvigelser kan påvirke patientsikkerheden i kritiske anvendelser.
Målenøjagtighed: ISO-standarder vs. virkelige ydeevne hos 5-akse CNC-maskiner
ISO 230-2 beskriver standardtestprocedurer, der bygger på laserteknikker som interferometri, men hvad der sker i praksis, afhænger ofte stærkt af, hvordan tingene er sat op, og hvilke værktøjer der anvendes. Forskning viser, at temperaturændringer alene står for omkring 60 procent af alle måleusikkerheder, hvis kompensation ikke anvendes korrekt. En nærmere analyse af ny forskning i forbindelse med ultra præcise fræseoperationer afslører også noget interessant. Når producenter implementerer disse avancerede fejlafbildningsstrategier, oplever de faktisk et tydeligt fald i måleunøjagtigheder. Disse forbedringer hjælper med at reducere afstanden mellem teoretiske laboratorieresultater og det, der rent faktisk sker under almindelige produktionsprocesser på fabrikgulvet.
Optimering af spindelpræstation og tilgangshastighed for 5 akser cnc fræsning
Spindelhastighed, moment og effektbehov for forskellige materialer
Når man arbejder med moderne 5-akse fresemaskiner, gør det hele en forskel at få den rigtige spindelopsætning til forskellige materialer. Aluminium og kompositematerialer fungerer bedst, når maskinen roterer med over 40.000 omdrejninger i minuttet. Dette sikrer hurtig produktion uden for meget varmeudvikling i arbejdsemnet. Når man arbejder med hærdet stål, ændrer forholdene sig dog markant. Disse materialer kræver lavere hastigheder mellem 6.000 og 12.000 omdrejninger i minuttet, men de kræver samtidig markant mere drejningsmoment, mindst 40 Newtonmeter for at sikre effektiv bearbejdning. At fastholde positionsnøjagtighed bliver virkelig vigtigt over længere bearbejdningsperioder. Gode termiske kompensationssystemer hjælper med at holde fejl inden for plus eller minus 5 mikron. Dette er især afgørende ved bearbejdning af titan, da skærekraften kan variere meget under operationerne.
Optimeringsteknikker for tilgangshastighed til effektiv 5-akse fresning
At få den rigtige balance mellem tilgangshastighed og spånbelastning forhindrer, at værktøjer bøjer af, mens det stadig opretholder et godt produktivitetsniveau. Når man arbejder med de vanskelige tyndvægsdele inden for flyproduktion, kan adaptive tilgangssystemer justere hastighederne automatisk med 15 til 30 procent. Ifølge forskning fra NIST tilbage i 2023 reducerer denne type justering faktisk den samlede cyklustid med cirka 22 %. Når man skal håndtere komplicerede former, kræver det dog noget særligt. Vektorbaseret baneplanlægning for skæreværktøjer sikrer en ens tykkelse af spånerne gennem hele operationen. Industritest har vist, at denne tilgang forlænger værktøjslevetiden med cirka 35 % i forhold til almindelige lineære metoder, hvilket gør en stor forskel, når man kører produktionsserier.
Case Study: Integration af højhastighedsspindler i produktion af flykomponenter
En producent af turbiner så deres produktionscyklus fremskyndes med næsten 20 % efter overgang til en ny hybrid hovedspindelopsætning med 30 kW peakeffekt og imponerende 42.000 omdrejninger i minuttet. Det, der virkelig gør dette system unikt, er, hvordan det håndterer vibrationer under drift. Den aktive dæmpningsteknologi reducerede overfladeruhedsmålinger fra cirka 0,8 mikron ned til hele vejen ned til 0,3 mikron, hvilket faktisk opfylder de strenge krav, der gælder for jetmotorturbiner. Og her er en anden ting, som producenter snakker om i dag: denne særlige konfiguration giver dem mulighed for at bearbejde de tunge Inconel 718-motortilhængere, der vejer cirka 14 kg, i én enkelt opsætning. Før denne innovation dukkede op, var det nødvendigt for arbejderne at gennemføre mindst tre forskellige operationer med standard 3-aksemaskiner for at få arbejdet udført korrekt.
Matching 5-akset mølle Funktioner tilpasset dine produktionsbehov: En købervenlig guide
Nødvendige specifikationer ved valg af en 5-akse fræsemaskine
At vælge den rigtige 5-akset borer kræver at balancere tekniske krav med operationelle mål. Prioriter disse specifikationer:
- Arbejdsomfangsdimensioner (typisk 500–2.000 mm på XYZ-akser) for at rumme komponentstørrelser
- Spindelhastighed (15.000–42.000 omdr./min.) og momentkurver til materialer som titan eller Inconel®
- Positioneringsnøjagtighed (<5 μm) og gentagelighedsmål i henhold til ISO 230-2-standarder
- Værktøjsudskiftersystemets kapacitet (24–120 værktøjer) for at minimere ikke-fremstillingstid
En undersøgelse fra 2023 af fremstillede komponenter viste, at producenter, der brugte systemer med over 40 værktøjer, reducerede opsætnings tid med 37 % sammenlignet med mindre magasiner.
Rollen for ledende producenter i forbedring af 5-akset teknologi
Innovationsledere driver tre kritiske markedsforskydninger:
- Integrerede kontrolsystemer der kombinerer 5-akset interpolation med adaptiv tilspændingshastighedsoptimering
- Modulære design muliggør omkonfiguration af drejebænk/roterende bord på <4 timer
- Materiale-specifikke maskineringspakker til brug for kulfiberkompositter og gradientlegeringer
Disse producenter investerer 18–22 % af deres årlige omsætning i forskning og udvikling og fremskynder dermed udviklingen af termiske stabilitetsløsninger, som reducerer drift med 62 % under operationer, der varer over 8 timer. Tilpasselsesmuligheder gør det nu muligt for leverandører inden for luftfart at integrere egne værktøjspolågoritmer direkte i maskinstyringerne.
Kort fortalt handler valg af den rigtige 5-akset fræsemaskine om at sikre, at dets konfiguration, præcision og spindelpræstation er i tråd med dine specifikke materialebehov og produktionsmål. Uanset om du prioriterer stivhed til hårdtføre legeringer eller alsidighed til komplekse geometrier, så vil tilpasning af nøglespecifikationer til operationelle krav sikre langsigtet værdi. For virksomheder, der sigter mod at øge effektivitet og nøjagtighed i fremstilling af komplekse komponenter, er det en afgørende forudsætning at investere tid i at vurdere disse funktioner på 5-akse fræsemaskinen, som en del af vejen mod succes.
Indholdsfortegnelse
-
Forståelse 5-akset mølle Teknologi og Cor e Fordele
- Hvad er 5-akset bearbejdning og hvordan adskiller det sig fra 3-akset fræsning?
- Nøglefordele ved femakse CNC-bearbejdning: reduceret opsætningsid og forbedret alsidighed
- Overlegen overfladefinish og præcision i kompleks geometribearbejdning
- Almindelige begrænsninger og udfordringer ved 5-akse CNC-bearbejdning
- Sammenligning 5-akset mølle Konfigurationer og deres indflydelse på ydeevne
- Vurdering af præcision, stivhed og termisk stabilitet i 5-akset mølle Systemerne
- Optimering af spindelpræstation og tilgangshastighed for 5 akser cnc fræsning
- Matching 5-akset mølle Funktioner tilpasset dine produktionsbehov: En købervenlig guide