
Înțelegere centru de frezare cu 5 axe Tehnologie și Cor e Avantaje

Ce este prelucrarea cu 5 axe și cum se deosebește de frezarea cu 3 axe?
Mâncările cu cinci axe CNC funcționează cu trei mișcări liniare (X, Y, Z) plus două puncte de rotație (de obicei A și B). Acestea permit sculelor să se miște liber în toate cele cinci direcții simultan. Mașinile tradiționale cu 3 axe întâmpină dificultăți în realizarea formelor complexe, deoarece necesită ajustări constante manual. Dar echipamentele cu cinci axe înclină fie piesa de prelucrat, fie scula de tăiere însăși pentru a păstra unghiul optim în timpul prelucrării. Rezultatul? Mai puține opriri și reconfigurări necesare din partea operatorilor. Producătorii din industrii precum fabricarea aeronavelor, industria auto și producția de dispozitive medicale consideră această tehnologie deosebit de valoroasă, deoarece le permite crearea de piese complexe fără a compromite calitatea sau a mări timpul de producție.
Beneficii cheie ale prelucrării CNC cu 5 axe: reducerea timpului de configurare și versatilitate crescută
Atunci când piesele pot fi prelucrate prin mai multe operații, rămânând fixate în același timp, centrele de prelucrare pe 5 axe reduc semnificativ acele mici erori care apar atunci când piesele sunt mutate prea mult în timpul producției. Conform unor cercetări publicate anul trecut în cercurile de fabricație, atelierele care trec la aceste mașini avansate își reduc timpul de configurare cu aproape două treimi, comparativ cu ceea ce alocau anterior pentru setările clasice pe 3 axe. Ceea ce le diferențiază cu adevărat este modul în care acele axe rotative lucrează împreună pentru a gestiona forme complexe, cum ar fi suprafețele curbe, subminările dificile și adânciturile greu accesibile, pe care mașinile obișnuite pur și simplu nu le pot atinge. Datorită acestei flexibilități, mulți constructori de scule și ateliere de prototipare au început să se bazeze tot mai mult pe centre de frezare CNC pe 5 axe pentru a crea matrițe personalizate, pentru testarea unor noi modele de produse și pentru lansarea unor serii mici unde precizia este esențială.
Finisaj superior al suprafeței și precizie în prelucrarea geometriei complexe
Traseele mai scurte ale sculei, posibile datorită axelor de rotație, contribuie la reducerea deviației în timpul operațiunilor de prelucrare, rezultând în suprafețe care sunt de aproximativ jumătate mai puțin rugoase comparativ cu cele obținute cu mașinile standard cu trei axe. Atunci când există un contact constant între scula de tăiere și materialul prelucrat, vibrațiile scad semnificativ, permițând toleranțe strânse de circa plus/minus 0,005 milimetri, chiar și în cazul materialelor dificile de prelucrat, cum ar fi aliajele de titan sau inconel. Industriile care produc componente precum paletele pentru turbine de avioane sau implante medicale au nevoie cu adevărat de acest tip de precizie, deoarece defectele minuscule la nivel microscopic pot duce, în timp, la disfuncții ale acestor componente.
Limitări și provocări comune ale prelucrării CNC cu 5 axe
Mortorul cu 5 axe este excelent pentru fabricarea pieselor complexe, însă necesită anumite condiții majore. Aceste mașini necesită programatori experimentați, care să cunoască bine domeniul, precum și sisteme speciale pentru a compensa modificările dimensionale cauzate de acumularea de căldură în timpul funcționării. Să discutăm puțin despre costuri. Investiția inițială depășește de obicei jumătate de milion de dolari, iar întreținerea lor costă cu 30 până la 40 la sută mai mult comparativ cu mașinile standard cu 3 axe. Pentru multe ateliere, în special cele mai mici, aceasta creează o adevărată dilemă. Trebuie să echilibreze aceste cheltuieli mari în raport cu creșterea vitezei de producție. Atunci când piesele nu sunt prea complexe, uneori toată acea capacitate suplimentară pur și simplu nu este rentabilă din punct de vedere economic.
Compararea centru de frezare cu 5 axe Configurații și impactul lor asupra performanței
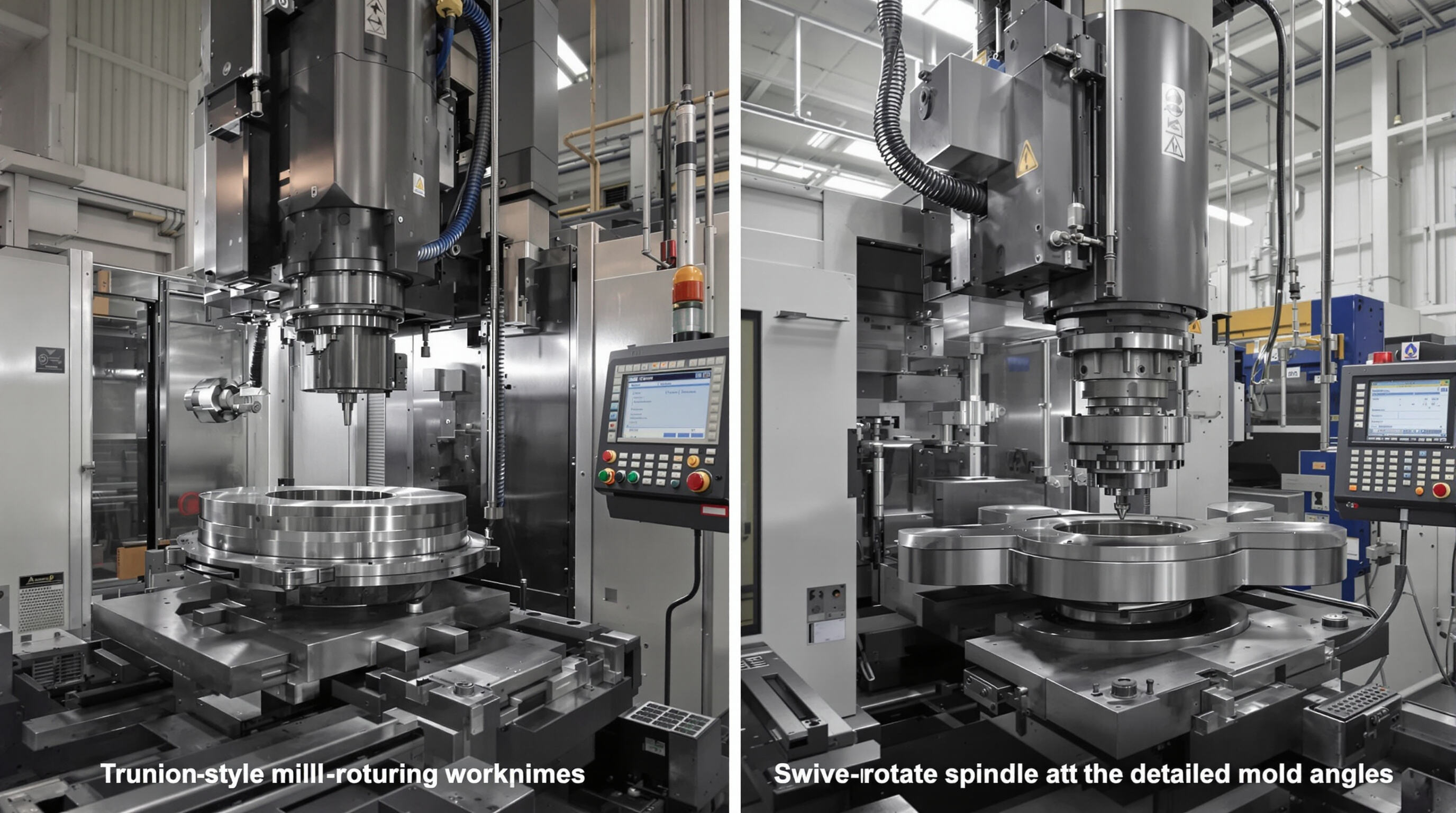
Mașini cu 5 axe de tip trunion versus mașini de tip rotire-înclinare
Mașinile cu stil de trunion funcționează prin rotirea semifabricatului pe două axe - de obicei etichetate ca A (axa X) și C (axa Z) - ale maselor rotative. Această configurație contribuie la menținerea stabilității în timpul tăierii materialelor dificile, motiv pentru care sunt atât de populare la fabricarea pieselor utilizate în avioane și nave spațiale. Pe de altă parte, mașinile cu rotire articulată au arborele principal montat pe diferite articulații, de obicei de-a lungul axelor B (Y) și C (Z). Acestea permit meșterilor să atace acele unghiuri dificile necesare pentru modele detaliate și forme complexe. Majoritatea atelierelor constată că mașinile cu trunion rezistă mai bine atunci când se îndepărtează rapid o cantitate mare de material, însă atunci când este vorba despre spații strâmte și subcușeturi complicate, configurațiile cu articulație tind să fie preferate, deoarece interferează mult mai puțin cu semifabricatul în timpul funcționării.
Configurații comparate: cap dublu articulat și masă basculantă
Capul cu dublu pivot permite sculelor să se miște în toate direcțiile, ceea ce este foarte important atunci când se lucrează la palele de turbină. Între timp, setările de înclinare ale mesei mișcă efectiv piesa de prelucrat pe paturi înclinate, în schimb. Unele mașini de frezat avansate cu 5 axe combină de fapt aceste două abordări, astfel încât pot manipula atât piesa de prelucrat, cât și scula de tăiere simultan, fără a fi necesar să se oprească și să repozitioneze ceva, pentru piese cu suprafețe multiple. Deși setările universale ale mașinilor oferă operatorilor flexibilitatea maximă posibilă, acestea presupun și o complexitate suplimentară. Pentru sarcini mai simple care implică componente de formă paralelipipedică, mașinile cu masă înclinabilă sunt de obicei mai potrivite, deoarece mențin procese de lucru simplificate. Cât de stabil rămâne o mașină în timp depinde mult și de specificul proiectării acesteia. Mașinile echipate cu sisteme integrate de răcire rămân în general mai precise pe durata operațiilor lungi, acolo unde variațiile de temperatură ar putea cauza probleme.
Înțelegerea prelucrării pe 3+2 axe versus frezării continue pe 5 axe
Tehnica de prelucrare 3+2 fixează capul de tăiere la unghiuri compuse, ceea ce simplifică traseele de frezare tridimensionale dificile. Aceasta funcționează excelent atunci când trebuie să lucrați cu suprafețe multiple și plane care necesită o poziționare precisă. Apoi există frezarea continuă pe 5 axe, unde scula se mișcă simultan în toate direcțiile. Rezultatul? Toleranțe de aproximativ 0,02 mm conform standardelor ISO, ideale pentru lucruri precum paletele rotorului, care au forme complexe. Conform unor cercetări realizate de Institutul de Cercetare pentru Scule, trecerea la prelucrarea 3+2 poate reduce dificultățile de programare cu aproximativ 40%. Dar ceea ce se remarcă cu adevărat este capacitatea frezării continue de a elimina complet acele configurări secundare deranjante. Pentru contururi complexe, cum ar fi implanturile medicale, această metodă economisește aproximativ două treimi din timpul obișnuit de prelucrare comparativ cu metodele tradiționale.
Dimensiunea spațiului de lucru, accesibilitatea piesei și rigiditatea în diferite configurații
Proiectarea mașinii determină direct spațiul de lucru util; sistemele trunion oferă de obicei un volum cu 20% mai mare, dar sacrifică accesul la buzunare adânci comparativ cu configurațiile cu braț articulat. Comparați metricile de accesibilitate:
| Configurare | Unghiul Maxim al Sculei | Acces la Cavitate Adâncă | Indicele de Rigiditate |
|---|---|---|---|
| Masa Trunion | 110° | Moderat | ⭐⭐⭐⭐⭐ |
| Ax Principal Rotativ-Oscilant | 130° | Excelent | ⭐⭐⭐⭐⭑ |
| Universal Hibrid | 180° | Superior | ⭐⭐⭐⭐⭐ |
Rigiditatea este corelată cu rezistența la vibrații: turnări monolitice în sistemele trunion permit rate de îndepărtare a materialului cu 15% mai mari pentru titan decât în cazul designurilor cu ax oscilant în consolă, conform testelor de prelucrare.
Evaluarea Preciziei, Rigidității și Stabilității Termice în centru de frezare cu 5 axe Sisteme
Rolul rigidității mașinii și al stabilității dinamice în frezarea de înaltă precizie
Atingerea unei precizii la nivel de micron cu frezarea CNC cu 5 axe depinde în mare măsură de soliditatea construcției mașinii. Mașinile care rezistă îndoirii sub forța de așchiere sunt esențiale pentru acest tip de lucru. Atunci când producătorii construiesc aceste mașini cu designuri structurale solide și le echipa cu baze din granit, obțin o stabilitate mai bună. Acest lucru ajută la reducerea vibrațiilor chiar și atunci când arborele principal se rotește la viteze foarte mari, cum ar fi 15.000 RPM. Și să fim sinceri, rigiditatea este foarte importantă pentru detaliile fine ale suprafeței prelucrate. O mașină cu 5 axe bine construită poate menține o precizie de 5 microni chiar și atunci când lucrează materiale dificile precum aliajele aeronautice, un aspect esențial în mediile de producție de înaltă precizie.
Sisteme de compensare termică și precizia pe termen lung la mașinile cu 5 axe
Menținerea lucrurilor în funcțiune este dificilă din cauza problemelor legate de dilatarea termică. Atunci când temperatura se modifică, lagărele și șuruburile pot avea deplasări de până la 20 de microni pe metru. Pentru a face față acestei probleme, echipamentele moderne includ acum senzori integrați chiar în carcasele arborelui principal și în componentele cu șuruburi cu bile. Acești senzori trimit informații în timp real direct la controlerul CNC, astfel încât ajustările au loc automat. Ce înseamnă acest lucru? Precizia mașinilor este menținută la un nivel foarte ridicat, de aproximativ plus/minus 0,001 inci pe durata întregii schimbări de 8 ore. Și acest nivel de precizie nu este doar un avantaj. Producătorii de implante medicale se bazează pe aceste toleranțe, deoarece chiar și abaterile minime ar putea afecta siguranța pacienților în aplicații critice.
Precizia măsurării: standardele ISO vs. performanța reală în mașinile CNC cu 5 axe
ISO 230-2 descrie proceduri standard de testare care se bazează pe tehnici de interferometrie cu laser, dar ceea ce se întâmplă în practică depinde adesea în mare măsură de modul în care sunt configurate lucrurile și de uneltele utilizate. Cercetările arată că modificările de temperatură contribuie, singure, la aproximativ 60% dintre toate inexactitățile de măsurare atunci când nu se aplică corect compensația. Analizând rezultatele recente ale studiilor privind operațiunile de frezare de înaltă precizie, se observă și alte aspecte interesante. Atunci când producătorii aplică aceste strategii avansate de cartografiere a erorilor, observă cu adevărat o scădere vizibilă a discrepanțelor de măsurare. Aceste îmbunătățiri ajută la reducerea distanței dintre rezultatele teoretice din laborator și ceea ce se întâmplă cu adevărat în timpul proceselor de producție zilnice de pe liniile de fabricație.
Optimizarea Performanței Arborelui Principal și a Ratei de Avans pentru prelucrare mecanică CNC cu 5 axe
Turația Arborelui Principal, Cuplul și Cerințele de Putere pentru Materiale Diverse
Atunci când lucrați cu mașini de frezat moderne cu 5 axe, obținerea unui set-up corect al arborelui principal pentru diferite materiale face o diferență majoră. Aluminiul și materialele compozite funcționează cel mai bine când mașina se rotește la peste 40.000 RPM. Acest lucru permite menținerea unui ritm rapid de producție, fără ca în piesă să se acumuleze prea multă căldură. Situația se schimbă semnificativ atunci când se lucrează cu oțeluri călite. Aceste materiale necesită viteze mai lente, între 6.000 și 12.000 RPM, însă necesită un cuplu mult mai mare, cel puțin 40 de Newton metri, pentru a asigura o tăiere eficientă. Menținerea preciziei poziționării devine foarte importantă pe durata sesiunilor lungi de prelucrare. Sistemele eficiente de compensare termică ajută la menținerea erorilor în limitele de plus-minus 5 microni. Acest aspect este esențial în special la prelucrarea titanului, deoarece forțele de tăiere pot varia semnificativ în timpul operațiunilor.
Tehnici de Optimizare a Vitezei de Avans pentru o Frezare Eficientă cu 5 Axe
Păstrarea echilibrului potrivit între viteza de avansare și încărcarea așchiei împiedică sculele să se îndoaie, menținând totodată un nivel ridicat de productivitate. Atunci când lucrați la acele piese dificile cu pereți subțiri din industria aerospațială, sistemele adaptative de avans pot ajusta automat vitezele cu între 15 și 30 la sută. Conform unui studiu realizat de NIST în 2023, acest tip de ajustare reduce cu adevărat timpul total de ciclu cu aproximativ 22%. Lucrul cu forme complicate necesită totuși ceva special. Planificarea traseului bazată pe vector pentru sculele de tăiere păstrează o grosime constantă a așchiei pe durata întregii operații. Testele din industrie au arătat că această abordare prelungește durata de viață a sculei cu aproximativ 35% față de metodele liniare standard, ceea ce face o diferență semnificativă în timpul producției în serii mari.
Studiu de Caz: Integrarea Arborelui cu Viteză Ridicată în Producția Componentelor Aerospațiale
Un producător de palete pentru turbine și-a accelerat ciclurile de producție cu aproape 20% după trecerea la o nouă configurație hibridă de arbore principal care oferă 30 kW putere maximă împreună cu acele impresionante 42.000 RPM. Ceea ce face cu adevărat acest sistem să iasă în evidență este modul în care gestionează vibrațiile în timpul funcționării. Tehnologia activă de amortizare a redus măsurătorile de rugozitate ale suprafeței de la aproximativ 0,8 microni până la doar 0,3 microni, ceea ce de fapt îndeplinește standardele stricte necesare pentru paletele de motor de avion. Iar iată ceva despre care discută producătorii în prezent: această configurație anume le permite să prelucreze acele suporturi grele din Inconel 718 care cântăresc aproximativ 14 kilograme într-un singur set-up. Înainte ca această inovație să apară, muncitorii erau nevoiți să execute nu mai puțin de trei operațiuni diferite folosind mașini standard cu 3 axe pentru a finaliza corect lucrarea.
Potrivire centru de frezare cu 5 axe Potriviți Caracteristicile Nevoilor de Producție: Un Ghid pentru Cumpărători
Specificatii Cheie de Evaluat atunci când Alegeți un Frezaj cu 5 Axe
Selectarea unui frezaj 5 axe potrivit necesită echilibrarea cerințelor tehnice cu obiectivele operaționale. Prioritizați aceste specificații:
- Dimensiunile spațiului de lucru (de obicei 500–2.000 mm pe axele XYZ) pentru a permite dimensiunile pieselor
- Viteza mandrinei (15.000–42.000 RPM) și curbele de cuplu pentru materiale precum titan sau Inconel®
- Precizia de poziționare (<5 μm) și indicatorii de repetabilitate conform standardelor ISO 230-2
- Capacitatea schimbătorului de scule (24–120 scule) pentru a minimiza timpul în care nu se prelucrează
Un sondaj din 2023 privind componentele mecanice a relevat că producătorii care folosesc sisteme cu peste 40 de scule au redus timpul de pregătire cu 37% comparativ cu revistele mai mici.
Rolul producătorilor importanți în promovarea tehnologiei 5 axe
Liderii în inovație determină trei schimbări critice pe piață:
- Sisteme de control unificate combinând interpolarea pe 5 axe cu optimizarea adaptivă a avansului
- Dispozitive modulare permițând reconfigurarea capului oscilant/masa rotativă în <4 ore
- Pachete de prelucrare specifice materialelor pentru compuși din fibră de carbon și aliaje gradient
Acești producători investesc 18–22% din veniturile anuale în cercetare-dezvoltare, accelerând soluțiile de stabilitate termică care reduc deriva cu 62% în timpul operațiunilor de peste 8 ore. Opțiunile de personalizare permit acum furnizorilor din industria aerospațială să integreze direct în controlerele mașinilor algoritmi proprietari de traiectorie a sculei.
Pe scurt, alegerea 5 Axis Mill potrivit depinde de alinierea configurației, preciziei și performanței arborelui principal cu nevoile specifice privind materialul și obiectivele de producție. Indiferent dacă priorizați rigiditatea pentru aliaje dificile sau versatilitatea pentru geometrii complexe, potrivirea caracteristicilor esențiale cerințelor operaționale asigură un randament pe termen lung. Pentru companii care urmăresc să îmbunătățească eficiența și acuratețea în fabricarea pieselor complexe, investirea timpului necesar pentru evaluarea acestor caracteristici ale 5 Axis Mill este un pas critic către succes.
Cuprins
-
Înțelegere centru de frezare cu 5 axe Tehnologie și Cor e Avantaje
- Ce este prelucrarea cu 5 axe și cum se deosebește de frezarea cu 3 axe?
- Beneficii cheie ale prelucrării CNC cu 5 axe: reducerea timpului de configurare și versatilitate crescută
- Finisaj superior al suprafeței și precizie în prelucrarea geometriei complexe
- Limitări și provocări comune ale prelucrării CNC cu 5 axe
- Compararea centru de frezare cu 5 axe Configurații și impactul lor asupra performanței
- Evaluarea Preciziei, Rigidității și Stabilității Termice în centru de frezare cu 5 axe Sisteme
- Optimizarea Performanței Arborelui Principal și a Ratei de Avans pentru prelucrare mecanică CNC cu 5 axe
- Potrivire centru de frezare cu 5 axe Potriviți Caracteristicile Nevoilor de Producție: Un Ghid pentru Cumpărători