
Разумевање 5-осни фрезер Технологија и Кор е Предности

Шта је 5-осовинска обрада и како се разликује од 3-осовинског фрезирања?
Машине за фрезирање са пет оса користе три праволинијска кретања (X, Y, Z) плус две ротације (најчешће A и B). Оне омогућавају алату да се слободно креће у свих пет праваца истовремено. Традиционалне машине са три осе имају проблема са сложеним облицима зато што захтевају стално ручно подешавање. Али машине са пет оса нагињу или део који се обрађује или сам алат да би одржале најбољи могући угао током обраде. Резултат? Мање пута када оператор мора да заустави и поново постави све. Произвођачи у индустријама као што су производња авиона, аутомобила и медицинских уређаја ово налазе посебно корисним, јер им омогућава да праве сложене делове без жртвовања квалитета или повећања времена производње.
Кључне предности фрезирања на 5 оса: смањено време поставке и повећана свестраност
Када се делови могу обрадити више операција док остају причвршћени на истом месту, 5-осни фрезерски стругови значајно смањују мале грешке које настају када се делови превише померају током производње. Према неким истраживањима објављеним прошле године у индустријским круговима, радње које прелазе на ове напредне машине могу смањити време поставке чак за две трећине у поређењу са временом које су раније трошиле на уобичајене 3-осне поставке. Оно што их заиста истиче је начин на који се ротирајуће осе усклађено покрећу да би обрадиле комплексне облике као што су закривљене површине, компликоване упуштене ивице и дубоке упуштене области до којих основне машине не могу да дођу. Због све те флексибилности, многи произвођачи алата и радње за израду прототипова почеле су да се ослоне на 5-осно фрезерање за израду посебних калупа, тестирање нових производних дизајна и серијску производњу малих серија где је прецизност најважнија.
Изузетна завршна обрада површине и прецизност у обради комплексних геометрија
Kraći putevi alata omogućeni kroz rotacione ose pomažu u smanjenju skretanja tokom operacija mašiniranja, što rezultuje površinama koje su otprilike dva puta glađe u poređenju sa onim koje dobijamo kod standardnih mašina sa tri ose. Kada postoji stalni kontakt između reznog alata i materijala koji se obrađuje, vibracije takođe znatno opadaju, omogućavajući uske tolerancije oko plus-minus 0,005 milimetara, čak i prilikom obrade teških materijala poput titanijuma ili legura na bazi inkonela. Industrije koje proizvode delove poput lopatica turbina na avionima ili medicinskih implantata zaista imaju potrebu za ovakvom preciznošću, jer mikroskopske greške mogu zaista poremetiti funkcionalnost ovih komponenti tokom vremena.
Uobičajena ograničenja i izazovi kod 5-ose CNC obrade
5-осни фрезер је одличан за израду сложених делова, али доноси и неколико значајних захтева. Ове машине захтевају програмере који познају посао, као и посебне системе за руковање променама димензија које узрокује нагомилавање топлоте током рада. Хајде да причамо о бројкама. Почетни трошак обично прелази пола милиона долара, а одржавање их у добром радном стању кошта око 30, па чак и до 40 посто више у поређењу са обичним 3-осним машинама. За многе радионице, посебно мање, ово ствара стварни дилему. Морају да упореде те велике трошкове са тим колико бржи постаје процес производње. Понекад, када делови нису превише сложени, сва та додатна могућност једноставно није вредна додатних трошкова са становишта бизниса.
Poređenje 5-осни фрезер Конфигурације и њихов утицај на перформансе
Трунион тип насупрот типу са обртањем и заокретом код 5-осних машина
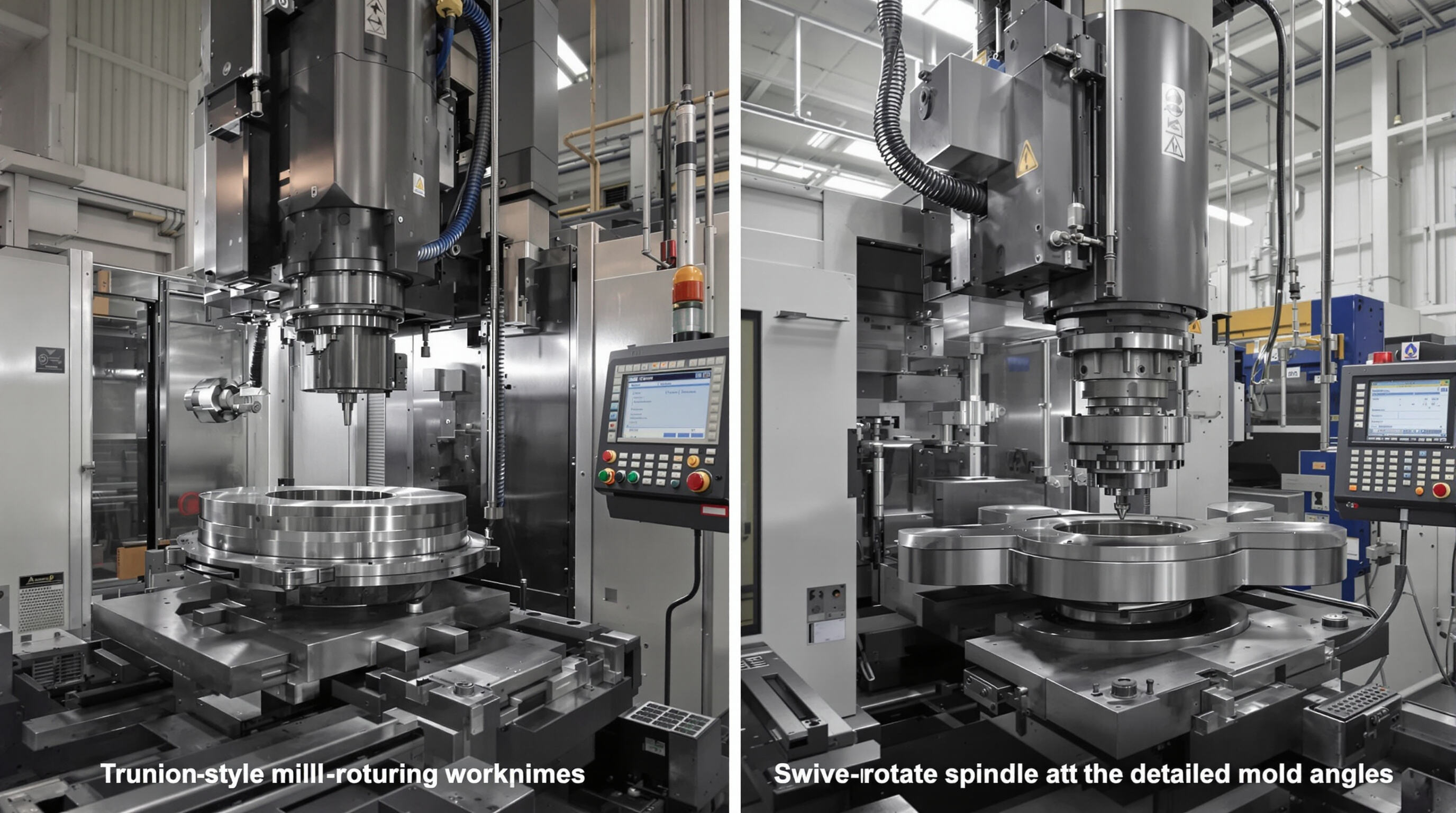
Машине са стуборотационим стилом функционишу тако што врте радни комад преко две осе - обично означени као А (X-оса) и C (Z-оса) ротирајући столови. Ова конфигурација помаже у одржавању стабилности приликом резања кроз тешке материјале, због чега су веома популарне за израду делова који се користе у авионима и свемирским летелицама. С друге стране, машине са обртним ротацијама имају главни вратило постављен на различите обртне осе, обично дуж B (Y-осе) и C (Z-осе). То омогућава стручњацима да приступе оним захтељним угловима неопходним за детаљне моделе и комплексне облике. Већина радионица сматра да стуборотационе машине боље издржавају брзо уклањање велике количине материјала, али када је реч о тесним просторима и компликованим улегнућима, обртне конфигурације су чешће предност јер током рада мање дистрибуирају радни комад.
Конфигурације са двоструким клизнајм главама и нагибним столовима у поређењу
Дупли носач главе омогућава алатима да се крећу у свим правцима, што је заиста важно када се ради на лопатицама турбина. У међувремену, постојећа решења са нагињањем стола померају сами предмет обраде по нагнутом постелу. Неке напредне фрезијске машине са 5 оса заправо комбинују ова два приступа, тако да могу истовремено да управљају предметом обраде и алтом за резање без заустављања и поновног позиционирања, за делове са више површина. Док универзалне машине нуде оператерима највећу могућу флексибилност, доносе и додатну комплексност. За једноставније задатке који укључују компоненте правоугаоног облика, машине са столом који се нагиње често су боље прилагођене, јер одржавају једноставан ток процеса. Колико је машинa стабилна током времена, много зависи и од специфичности њеног дизајна. Машине опремљене уградним системима хлађења генерално остају прецизније током дужих операција у којима би флуктуације температуре у супротном изазвале проблеме.
Разумевање 3+2 осе обраде у односу на континуално фрезирање са 5 оса
Техника 3+2 обраде држи главу алатка под сложеним угловима, што поједностављује оне захтевне путање фрезирања на 3 осе. Ово функционише изузетно добро када се ради о више равних површина које захтевају прецизно позиционирање. Затим постоји континуално фрезирање са 5 оса, где алат путује у свим правцима истовремено. Резултат? Толеранције од око 0,02 мм према ISO стандардима, идеално за ствари попут лопатица турбине са њиховим комплексним облицима. Према неким истраживањима са Института за истраживање алата, прелазак на 3+2 може смањити проблеме у програмирању за око 40%. Али оно што заиста истиче је способност континуалног фрезирања да потпуно елиминише досадне секундарне поставке. За сложене контуре попут медицинских имплантата, ова метода уштеди отприлике две трећине обичног времена обраде у односу на традиционалне методе.
Величина радног простора, приступ делу, и чврстина кроз конфигурације
Konstrukcija mašine direktno određuje korisni radni prostor; sistemi sa stolom obično nude 20% veće radne zapremine, ali imaju ograničen pristup dubokim džepovima u poređenju sa konfiguracijama sa artikuliranim ramenom. Uporedite metrike pristupačnosti:
| Konfiguracija | Maksimalni ugao alata | Pristup dubokim šupljinama | Indeks krutosti |
|---|---|---|---|
| Stol sa osloncem | 110° | Умерено | ⭐⭐⭐⭐⭐ |
| Glava sa klatnim kretanjem | 130° | Одлично | ⭐⭐⭐⭐⭑ |
| Hibridni univerzalni | 180° | Супериор | ⭐⭐⭐⭐⭐ |
Krutost je povezana sa otpornošću na vibracije: monolitni odlivci u sistemima sa stolom omogućavaju 15% veću brzinu uklanjanja materijala pri obradi titanijuma u poređenju sa konzolnim dizajnima sa klatnom glavom, prema rezultatima testova obrade.
Procena tačnosti, krutosti i termalne stabilnosti kod 5-осни фрезер Sistemi
Улога крутоће машине и динамичке стабилности у финој фрезирању
Постизање прецизности на нивоу микрона код фрезирања са 5 осовина заиста зависи од тога колико је машина чврсто изграђена. Машине које отпорније преносе савијање услед силе резања незаобилазне су за ову врсту посла. Када произвођачи изграде ове машине коришћењем чврстих структурних конструкција и попуне их базама од гранита, постижу бољу стабилност. То помаже у смањивању вибрација чак и када се шпиндел врти невероватно брзим брзинама као што је 15.000 обртаја у минуту. И да будемо искрени, крутоћа има велики значај када је у питању фина обрада површине. Крута фреза са 5 осовина може да одржи прецизност у оквиру свега 5 микрона док обрађује тешке материјале као што су легуре коришћене у авионској индустрији, што чини велику разлику у срединама где се захтева висока прецизност у производњи.
Системи термалне компензације и трајна прецизност у 5-осовинским машинама
Održavati stvari u neprekidnom radu je teško zbog problema termičkog širenja. Kada se promeni temperatura, ležaji i zavojni delovi mogu da se pomeraju i do 20 mikrona po metru. Kako bi se rešio ovaj problem, savremena oprema sada uključuje senzore koji su ugrađeni direktno u kućište vretena i komponente zavojnog vretena. Ovi senzori šalju podatke u realnom vremenu direktno kontroleru CNC mašine, tako da se prilagođavanje vrši automatski. Šta ovo znači? Mašine ostaju izuzetno precizne, sa tačnošću od oko plus minus 0,001 inča tokom cele 8-časovne smene. I ova preciznost nije samo poželjna. Proizvođači medicinskih implantata se oslanjaju na ove tolerancije, jer čak ni najmanje odstupanje ne sme da utiče na bezbednost pacijenata u kritičnim aplikacijama.
Tačnost merenja: ISO standardi u poređenju sa stvarnim performansama u 5-osećnim CNC mašinama
ISO 230-2 definiše standarde testiranja koji se oslanjaju na tehnike laserske interferometrije, ali šta se dešava u stvarnoj praksi često zavisi od načina postavljanja i alata koji se koriste. Istraživanja pokazuju da promene temperature same za sebe doprinose oko 60 procenata svih grešaka merenja kada se ne primenjuje odgovarajuće kompenzovanje. Analiza najnovijih nalaza iz istraživanja ultra preciznih operacija glodanja takođe otkriva nešto zanimljivo. Kada proizvođači primene ove napredne strategije mapiranja grešaka, uočavaju se značajno smanjenje grešaka u merenjima. Ova poboljšanja pomažu u smanjenju razlike između teorijskih laboratorijskih rezultata i onoga što se zaista dešava tokom svakodnevnih proizvodnih procesa na fabričkim podovima.
Optimizacija performansi vretena i brzine hranjenja za 5 osno CNC freziranje
Brzina vretena, obrtni moment i zahtevi snage za različite materijale
Kada se radi sa savremenim glodalicama sa 5 osa, pravilan izbor broja obrtaja glavnog vretena u zavisnosti od materijala čini ogromnu razliku. Aluminijum i kompozitni materijali najbolje se obrađuju kada mašina radi sa preko 40.000 o/min. Ovo omogućava brzu obradu i smanjuje stvaranje toplote u komadu. Sve se znatno menja kada je u pitanju obrada kaljenih čelika. Ovakvi materijali zahtevaju sporije brzine, između 6.000 i 12.000 o/min, ali zahtevaju znatno veći obrtni moment, najmanje 40 Nm, kako bi se održala efikasna obrada. Održavanje tačnosti pozicioniranja postaje izuzetno važno tokom dužih perioda rada. Dobar sistem za kompenzaciju toplote omogućava greške unutar ± 5 mikrona. Ovo je posebno važno kod obrade titanijuma, jer se sile rezanja tokom rada mogu znatno menjati.
Tehnike optimizacije posmaka za efikasno glodanje na 5 osa
Održavanje pravog balansa između brzine hranjenja i opterećenja čipa sprečава оdступање алата и оdržаvа dobar nivo produktivnosti. Kada se radi na onim delovima sa tankim zidovima u vazduhoplovnoj industriji, sistemi za adaptivno hranjenje mogu automatski da prilagode brzine između 15 i 30 procenata. Prema istraživanju NIST-a iz 2023. godine, ovakva prilagođavanja mogu smanjiti ukupno vreme ciklusa za oko 22%. Međutim, za rad sa kompleksnim oblicima potrebno je nešto posebno. Planiranje putanje alata na bazi vektora održava konstantnu debljinu čipa tokom celokupnog procesa. Ispitivanja u industriji su pokazala da ovaj pristup produžuje vek trajanja alata za oko 35% u poređenju sa standardnim linearnim metodama, što čini veliku razliku u serijskoj proizvodnji.
Studija slučaja: Integracija visokobrzinskih vretena u proizvodnji vazduhoplovnih komponenti
Jedan proizvođač lopatica turbine je povećao cikluse proizvodnje skoro za 20% nakon prelaska na novi hibridni sistem vretena koji ima 30 kW vršne snage uz impresivnih 42.000 o/min. Ono što zaista ističe ovaj sistem je način na koji se nosi sa vibracijama tokom rada. Aktivna tehnologija prigušivanja smanjila je mernu vrednost hrapavosti sa oko 0,8 mikrona sve do samo 0,3 mikrona, što zapravo zadovoljava stroga pravila potrebna za lopatice mlaznih motora. A evo još nečeg o čemu proizvođači pričaju danas: baš ova konfiguracija omogućava im obradu jakih nosača motora od Inconel 718 koji imaju težinu od oko 14 kilograma u samo jednom postavljanju. Pre nego što je došla ova inovacija, radnici su morali da izvrše ne manje od tri različite operacije koristeći standardne mašine sa 3 ose da bi posao bio dobro obavljen.
Podudaranje 5-осни фрезер Funkcije prilagođene vašim potrebama u proizvodnji: Vodič za kupovinu
Ključne specifikacije koje treba razmotriti prilikom izbora 5-ose mašine
Odabir prave 5-ose strugotine zahteva balansiranje tehničkih zahteva i operativnih ciljeva. Prioritetne specifikacije:
- Dimenzije radnog prostora (obično 500–2.000 mm po XYZ osama) za prihvatanje veličina komada
- Brzina vretena (15.000–42.000 RPM) i krive momenta za materijale poput titanijuma ili Inconel®
- Tačnost pozicioniranja (<5 μm) i metrike ponovljivosti prema ISO 230-2 standardima
- Kapacitet menjača alata (24–120 alata) kako bi se smanjilo vreme bez sečenja
Anketa o mašinski izrađenim komponentama iz 2023. godine je pokazala da proizvođači koji koriste sisteme sa više od 40 alata smanjili su vreme za pripremu za 37% u poređenju sa manjim magacinima.
Uloga vodećih proizvođača u unapređenju 5-ose tehnologije
Vodeći inovatori pokreću tri ključna pomaka na tržištu:
- Унифицирани системи за контролу који комбинују 5-осну интерполацију са адаптивном оптимизацијом брзине хранења
- Модуларни пројекти омогућавају поновно конфигурације главе са обртним столом у року од мање од 4 часа
- Обрадни пакети специфични за материјал за композите од једнодирног влакна и легуре са градијентом
Ови произвођачи улажу 18–22% годишњег прихода у истраживања и развој, чиме убрзавају решења за термалну стабилност која смањују дрифт за 62% током рада дужег од 8 сати. Опције прилагођавања сада омогућавају аеропротивним добаљачима да интегришу својствене алгоритме путање алата директно у контролере машина.
Кратко речено, избор праве 5-осовинске фрезе зависи од усклађивања њене конфигурације, прецизности и перформанси главног вретена са вашим специфичним захтевима у вези материјала и циљева производње. Да ли дајете приоритет чврстоћи за обраду тешких легура или свестраности за комплексне геометрије, усклађивање кључних карактеристика са захтевима радних процеса обезбеђује дугорочну вредност. За предузећа која желе да повећају ефикасност и тачност у производњи сложених делова, улагање времена у процену ових карактеристика 5-осовинске фрезе је критичан корак ка успеху.
Садржај
- Разумевање 5-осни фрезер Технологија и Кор е Предности
- Poređenje 5-осни фрезер Конфигурације и њихов утицај на перформансе
- Procena tačnosti, krutosti i termalne stabilnosti kod 5-осни фрезер Sistemi
- Optimizacija performansi vretena i brzine hranjenja za 5 osno CNC freziranje
- Podudaranje 5-осни фрезер Funkcije prilagođene vašim potrebama u proizvodnji: Vodič za kupovinu