
Begrip 5-assige freesmachine Technologie en Cor e voordelen

Wat is 5-assige bewerking en hoe verschilt deze van 3-assige freesbewerking?
Vijfasige CNC-freesmachines werken met drie rechte bewegingen (X, Y, Z) plus twee rotatiepunten (meestal A en B). Dit stelt gereedschappen in staat zich vrijelijk in alle vijf richtingen tegelijk te bewegen. Traditionele 3-assige machines hebben moeite met complexe vormen omdat ze voortdurend handmatig moeten worden bijgesteld. Vijfasige apparatuur kantelt echter het werkstuk of het snijgereedschap zelf om tijdens het bewerken de optimale hoek te behouden. Het resultaat? Minder onderbrekingen waarbij operators alles opnieuw moeten instellen. Fabrikanten in industrieën zoals de luchtvaartproductie, auto-industrie en medische apparatuurproductie vinden dit bijzonder waardevol, omdat het hen in staat stelt om complexe onderdelen te produceren zonder de kwaliteit te compromitteren of de productietijd te verlengen.
Belangrijkste voordelen van 5-assige CNC-bewerking: verminderde insteltijd en verhoogde veelzijdigheid
Wanneer onderdelen kunnen worden bewerkt via meerdere bewerkingen terwijl ze nog steeds vastgeklemd zijn, reduceren 5-assige freesmachines aanzienlijk de kleine fouten die ontstaan wanneer onderdelen te veel worden verplaatst tijdens de productie. Volgens een onderzoek dat vorig jaar werd gepubliceerd binnen de productie-industrie, zien bedrijven die overstappen op deze geavanceerde machines dat hun opsteltijden dalen met bijna twee derde vergeleken met wat ze vroeger besteedden aan standaard 3-assige opstellingen. Wat ze echter echt onderscheidt, is hoe die roterende assen samenwerken om complexe vormen te verwerken zoals gebogen oppervlakken, lastige ondergraten en diepere gaten die moeilijk bereikbaar zijn voor basismachines. Vanwege al deze flexibiliteit verlaten veel gereedschapmakers en prototypewerkplaatsen zich steeds meer op 5-assige CNC-freesbewerkingen voor het maken van maatwerk matrijzen, het testen van nieuwe productontwerpen en het uitvoeren van kleine series waar precisie het belangrijkst is.
Uitstekende oppervlakteafwerking en precisie bij de verwerking van complexe geometrieën
De kortere toolbanen die mogelijk zijn dankzij de rotatieassen helpen bij het verminderen van afbuiging tijdens bewerkingsprocessen, waardoor oppervlakken ontstaan die ongeveer half zo ruw zijn als wat we bereiken met standaard drieassenmachines. Wanneer er constant contact is tussen het snijgereedschap en het te bewerken materiaal, nemen de trillingen ook sterk af, waardoor nauwe toleranties van ongeveer plus of min 0,005 millimeter behaald kunnen worden, zelfs bij het bewerken van lastige materialen zoals titaan of inconel-legeringen. Industrieën die onderdelen fabriceren zoals vliegtuurturbineschoepen of medische implantaten hebben echt behoefte aan dit soort precisie, omdat minuscule foutjes op microscopisch niveau de werking van deze componenten op de lange termijn werkelijk kunnen verstoren.
Algemene beperkingen en uitdagingen van 5-assige CNC-bewerking
De 5-assige freesmachine is uitstekend geschikt voor het maken van complexe onderdelen, maar heeft wel serieuze eisen. Deze machines hebben programmeurs nodig die goed op de hoogte zijn van het vak, plus speciale systemen om de dimensionale veranderingen te beheren die worden veroorzaakt door warmteopbouw tijdens de werking. Laten we even ingaan op de cijfers. De aanschafkosten gaan meestal verder dan een half miljoen dollar en het onderhoudskostenpercentage ligt ongeveer 30 tot zelfs 40 procent hoger dan bij reguliere 3-assige machines. Voor veel bedrijven, vooral kleinere, ontstaat hierdoor een reëel dilemma. Ze moeten de hoge kosten afwegen tegen de mate waarin de productiesnelheid toeneemt. Soms, wanneer onderdelen niet te complex zijn, is al die extra functionaliteit vanuit zakelijk oogpunt gewoon niet de moeite waard.
Vergelijking 5-assige freesmachine Configuraties en hun invloed op prestaties
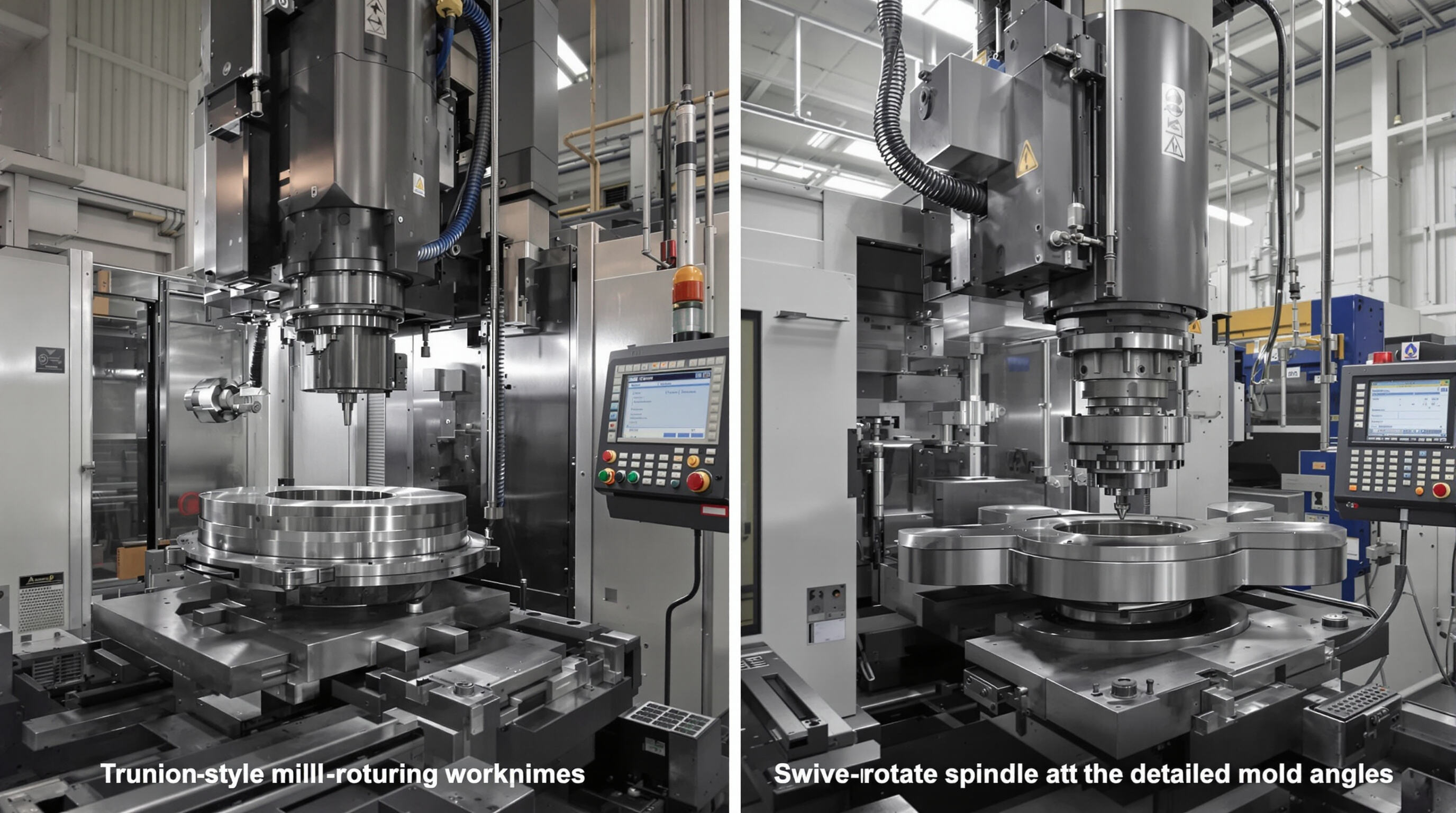
Trunnion-stijl versus swivel-rotate-stijl 5-assige machine ontwerpen
Trunnion-stijl machines werken door het werkstuk te roteren over twee assen - meestal aangeduid als A (X-as) en C (Z-as) roterende tafels. Deze opstelling helpt bij het behouden van stabiliteit tijdens het zagen van moeilijke materialen, wat verklaart waarom ze zo populair zijn voor het maken van onderdelen die worden gebruikt in vliegtuigen en ruimteschepen. Aan de andere kant hebben swivel-rotate machines hun spil gemonteerd op verschillende wiegelingen, meestal langs B (Y-as) en C (Z-as). Deze configuraties geven machinisten toegang tot de lastige hoeken die nodig zijn voor gedetailleerde matrijzen en complexe vormen. De meeste bedrijven constateren dat trunnion-machines beter presteren bij het snel verwijderen van veel materiaal, maar bij problemen met beperkte ruimte en gecompliceerde onderuitsnijdingen kiezen voor swivel-configuraties, omdat ze tijdens bedrijf minder interferentie met het werkstuk veroorzaken.
Dubbele pivot spindelkop en tafelkantel-configuraties vergeleken
De dubbele pivotspindelkop laat tools in alle richtingen bewegen, wat erg belangrijk is bij het werken aan turbinebladen. Ondertussen verplaatsen tafelkantelopstellingen het werkstuk zelf rond op hellende bedden. Sommige geavanceerde 5-assige freesmachines combineren deze twee benaderingen zelfs, zodat ze tegelijkertijd zowel het werkstuk als het snijgereedschap kunnen manipuleren, zonder dat het nodig is om te stoppen en iets opnieuw te positioneren voor onderdelen met meerdere vlakken. Hoewel universele machineopstellingen operators de meeste flexibiliteit bieden, brengen zij ook extra complexiteit met zich mee. Voor eenvoudigere taken met kubusvormige componenten zijn kanteltafelmachines vaak beter geschikt, omdat zij een eenvoudiger werkwijze behouden. De stabiliteit van een machine op lange termijn hangt ook sterk af van de specifieke ontwerpkenmerken. Machines die zijn uitgerust met ingebouwde koelsystemen blijven over het algemeen nauwkeuriger tijdens langdurige operaties, waarbij temperatuurschommelingen anders problemen zouden veroorzaken.
Inzicht in 3+2-assige bewerking versus continue 5-assige freesbewerking
De 3+2-bewerktechniek houdt het frees hoofd in samengestelde hoeken vast, waardoor die lastige 3-assige frezen banen worden vereenvoudigd. Dit werkt uitstekend bij het verwerken van meerdere vlakke oppervlakken die nauwkeurige positionering vereisen. Dan is er de continue 5-assige freesbewerking waarbij het gereedschap in alle richtingen tegelijk beweegt. Het resultaat? Toleranties van ongeveer 0,02 mm volgens ISO-standaarden, ideaal voor dingen zoals impellerbladen met hun complexe vormen. Volgens een onderzoek van het Tooling Research Institute kan het overschakelen naar 3+2 de programmeerproblemen met ongeveer 40% verminderen. Maar wat echt opvalt, is het vermogen van continue frezen om die vervelende secundaire opstellingen volledig te elimineren. Voor complexe contouren zoals medische implantaten bespaart deze aanpak ongeveer twee derde van de gebruikelijke bewerkingstijd in vergelijking met traditionele methoden.
Werkomvangsgrootte, onderdeeltoegankelijkheid en stijfheid over configuraties
De machineopzet bepaalt rechtstreeks de bruikbare werkruimte; trunnion-systemen bieden doorgaans 20% grotere werkruimten, maar hebben een beperktere diepere zaktoegang in vergelijking met gearticuleerde arm-opstellingen. Vergelijk de toegankelijkheidsgegevens:
| Configuratie | Max. gereedschapshoek | Toegang tot diepe holtes | Stijfheidsindex |
|---|---|---|---|
| Trunnion-tafel | 110° | Matig | ⭐⭐⭐⭐⭐ |
| Swivel-rotate spil | 130° | Uitstekend | ⭐⭐⭐⭐⭑ |
| Hybride universeel | 180° | Superieur | ⭐⭐⭐⭐⭐ |
Stijfheid hangt samen met trillingsweerstand: monolithische gietvormen in trunnion-systemen leveren volgens bewerkingsbenchmarks 15% hogere materiaalafvoersnelheden voor titaan op dan uitkragende swivel-opstellingen.
Precisie, stijfheid en thermische stabiliteit beoordelen 5-assige freesmachine Systemen
De rol van machine stijfheid en dynamische stabiliteit in hoog-nauwkeurigheidsfrezen
Het behalen van micronnauwkeurigheid met 5-assig CNC-frezen komt vooral neer op de sterkte waarmee de machine is gebouwd. Machines die bestand zijn tegen buigen onder de freeskrachten zijn essentieel voor dit soort werkzaamheden. Wanneer fabrikanten deze machines bouwen met solide frameconstructies en ze uitrusten met granieten bases, verkrijgen zij een betere stabiliteit. Dit helpt om trillingen te verminderen, zelfs wanneer de spil razendsnel draait, bijvoorbeeld met 15.000 toeren per minuut. En laten we eerlijk zijn, stijfheid speelt een grote rol bij fijne details van het oppervlak. Een goede stijve 5-assige freesmachine kan nauwkeurig blijven tot binnen 5 micrometer tijdens het werken op lastige materialen zoals luchtvaartlegeringen, iets wat het verschil maakt in hoge precisieproductieomgevingen.
Thermische compensatiesystemen en langetermijnprecisie bij 5-assige freesmachines
Het in stand houden van een continue werking is lastig vanwege problemen met thermische uitzetting. Wanneer de temperatuur verandert, kunnen lagers en spindels zo veel als 20 micrometer per meter verschuiven. Om dit probleem aan te pakken, bevatten moderne machines sensoren die direct in het spindelhuis en de kogelschroefonderdelen zijn ingebouwd. Deze sensoren sturen live informatie direct naar de CNC-controller, zodat automatische aanpassingen plaatsvinden. Wat betekent dit? De machines blijven uiterst nauwkeurig, ongeveer plus of min 0,001 inch, gedurende een volledige werkdag van 8 uur. En dit niveau van precisie is ook niet alleen maar leuk om te hebben. Producenten van medische implantaten vertrouwen op deze toleranties, omdat zelfs kleine afwijkingen de patiëntveiligheid kunnen beïnvloeden in kritische toepassingen.
Nauwkeurigheid van metingen: ISO-standaarden versus prestaties in de praktijk bij 5-assige CNC-machines
ISO 230-2 beschrijft standaardtestprocedures die gebruikmaken van laserinterferometrie-technieken, maar wat er in de praktijk gebeurt, hangt vaak sterk af van de manier waarop de opstelling is gedaan en welke tools worden gebruikt. Onderzoek wijst uit dat temperatuurveranderingen alleen al verantwoordelijk zijn voor ongeveer 60 procent van alle meetonnauwkeurigheden wanneer compensatie niet correct wordt toegepast. Een blik op recente bevindingen uit studies naar ultraprecisie freesbewerkingen onthult ook iets interessants. Wanneer fabrikanten deze geavanceerde foutenmappingstrategieën implementeren, merken zij daadwerkelijk een aanzienlijke daling van meetdiscussies op. Deze verbeteringen helpen het verschil tussen theoretische laboratoriumresultaten en wat er echt gebeurt tijdens dagelijkse productieprocessen op de fabrieksvloer te overbruggen.
Spindelprestaties en voedingssnelheid optimaliseren voor 5-as cnc schuren
Spindelsnelheid, koppel en vermogensvereisten voor diverse materialen
Bij het werken met moderne 5-assige freesmachines maakt het instellen van de juiste spindel voor verschillende materialen al het verschil. Aluminium en composietmaterialen presteren het beste wanneer de machine boven 40.000 tpm draait. Dit zorgt ervoor dat de productie snel blijft zonder dat er te veel warmte ontstaat in het werkstuk. Bij gehard staal verandert het beeld echter aanzienlijk. Deze materialen vereisen langzamere toerentallen tussen 6.000 en 12.000 tpm, maar hebben wel veel meer koppel nodig, minstens 40 Newtonmeter, om effectief te kunnen frezen. Het behouden van positioneringsnauwkeurigheid wordt uiterst belangrijk bij langdurige bewerkingsprocessen. Goede thermische compensatiesystemen zorgen ervoor dat de tolerantie binnen plus of min 5 micrometer blijft. Dit is vooral cruciaal bij het bewerken van titaan, omdat de frezende krachten tijdens de bewerking sterk kunnen variëren.
Technieken voor het optimaliseren van de voedingssnelheid voor efficiënt 5-assig frezen
Het juiste evenwicht vinden tussen de voedingssnelheid en de spanbelasting voorkomt dat tools uitbuigen, terwijl toch een goede productiviteit behouden blijft. Bij die lastige dunwandige onderdelen in de luchtvaartindustrie kunnen adaptieve voedingssystemen de snelheden automatisch tussen 15 en 30 procent aanpassen. Volgens onderzoek van NIST uit 2023 leidt dit soort aanpassingen tot een vermindering van de totale cyclus tijd met ongeveer 22 procent. Bij complexe vormen is echter iets speciaals nodig. Vectorgebaseerde baanplanning voor snijgereedschap behoudt een consistente span dikte gedurende de gehele bewerking. Industriële tests hebben aangetoond dat deze methode de levensduur van het gereedschap met ongeveer 35 procent verlengt in vergelijking met standaard lineaire methoden, wat een groot verschil maakt bij het uitvoeren van productie-series.
Casus: Integratie van hoge snelheidsspindels in de productie van luchtvaartcomponenten
Een fabrikant van turbinebladen zag de productietijden met bijna 20% toenemen na de overstap naar een nieuwe hybride spindelopstelling met een piekvermogen van 30 kW en indrukwekkende 42.000 toeren per minuut. Wat dit systeem echt onderscheidt, is hoe het trillingen tijdens bedrijf aanpakt. De actieve dempingstechnologie bracht de oppervlakteruwheid van ongeveer 0,8 micrometer omlaag naar slechts 0,3 micrometer, wat overeenkomt met de strenge eisen die gelden voor jetmotorbladen. En hier is nog iets waar fabrikanten momenteel over praten: deze specifieke configuratie stelt hen in staat om die zware Inconel 718 motoren te bewerken die ongeveer 14 kilogram wegen, in één enkele opstelling. Voordat deze innovatie beschikbaar kwam, moesten werknemers minstens drie verschillende bewerkingen uitvoeren met standaard 3-assige machines om het werk goed te doen.
Gelijkmatig 5-assige freesmachine Kenmerken op Maat voor Uw Productiebehoeften: Een Kooptips Gids
Belangrijke Specificaties om te Beoordelen bij de Keuze van een 5-assige Freesmachine
Het kiezen van de juiste 5-assige freesmachine vereist een afweging tussen technische eisen en operationele doelstellingen. Richt u op deze specificaties:
- Afmetingen van het werkgebied (meestal 500–2.000 mm op XYZ-assen) om de afmetingen van de onderdelen te kunnen verwerken
- Spindelsnelheid (15.000–42.000 omw/min) en koppelkrommen voor materialen zoals titaan of Inconel®
- Positioneringsnauwkeurigheid (<5 μm) en herhaalbaarheid volgens ISO 230-2-standaarden
- Capaciteit van het gereedschapswisselsysteem (24–120 gereedschappen) om de tijd buiten het frezen te minimaliseren
Een onderzoek uit 2023 naar machinetechnische onderdelen toonde aan dat fabrikanten die systemen met 40+ gereedschappen gebruiken, de insteltijd met 37% verminderden ten opzichte van kleinere magazijnen.
De rol van vooraanstaande fabrikanten bij de ontwikkeling van 5-assige technologie
Innovatiekoplopers zorgen voor drie cruciale marktverschuivingen:
- Geïntegreerde besturingssystemen met 5-assige interpolatie gecombineerd met adaptieve voedingsoptimalisatie
- Modulaire ontwerpen waardoor swivelkop/rotairtisch-configuraties in minder dan 4 uur kunnen worden aangepast
- Materiaalspecifieke bewerkingspakketten voor koolstofvezelcomposieten en gradiëntlegeringen
Deze fabrikanten investeren 18–22% van hun jaarlijkse omzet in onderzoek en ontwikkeling, waardoor oplossingen voor thermische stabiliteit worden versneld die drift met 62% verminderen tijdens operaties van 8 of meer uur. Aanpasbare opties maken het nu mogelijk voor lucht- en ruimtevaartleveranciers om eigen toolpath-algoritmen direct te integreren in machinebesturingen.
Kortom, het kiezen van de juiste 5-assige frees hangt af van het afstemmen van de configuratie, precisie en spilprestaties op uw specifieke materiaalbehoeften en productiedoelen. Of u nu stijfheid nodig hebt voor zware legeringen of veelzijdigheid voor complexe geometrieën, het afstemmen van de belangrijkste specificaties op de operationele eisen zorgt voor langdurige waarde. Voor bedrijven die hun efficiëntie en nauwkeurigheid in de productie van complexe onderdelen willen verbeteren, is het investeren van tijd in het beoordelen van deze kenmerken van een 5-assige frees een cruciale stap richting succes.
Inhoudsopgave
-
Begrip 5-assige freesmachine Technologie en Cor e voordelen
- Wat is 5-assige bewerking en hoe verschilt deze van 3-assige freesbewerking?
- Belangrijkste voordelen van 5-assige CNC-bewerking: verminderde insteltijd en verhoogde veelzijdigheid
- Uitstekende oppervlakteafwerking en precisie bij de verwerking van complexe geometrieën
- Algemene beperkingen en uitdagingen van 5-assige CNC-bewerking
- Vergelijking 5-assige freesmachine Configuraties en hun invloed op prestaties
- Precisie, stijfheid en thermische stabiliteit beoordelen 5-assige freesmachine Systemen
- Spindelprestaties en voedingssnelheid optimaliseren voor 5-as cnc schuren
- Gelijkmatig 5-assige freesmachine Kenmerken op Maat voor Uw Productiebehoeften: Een Kooptips Gids