
Compréhension fraiseuse 5 axes Technologie et Cor e Avantages

Qu'est-ce que l'usinage 5 axes et en quoi diffère-t-il de la fraiseuse 3 axes ?
Les machines d'usinage CNC 5 axes fonctionnent avec trois mouvements linéaires (X, Y, Z) ainsi que deux points de rotation (généralement A et B). Cela permet aux outils de se déplacer librement dans les cinq directions simultanément. Les machines traditionnelles 3 axes ont du mal à traiter des formes complexes car elles nécessitent des ajustements manuels constants. En revanche, les machines 5 axes inclinent soit la pièce à travailler, soit l'outil de coupe lui-même, afin de maintenir l'angle optimal pendant l'usinage. Résultat ? Moins de temps nécessaire pour arrêter et réinitialiser l'ensemble du processus. Les fabricants des industries telles que l'aéronautique, l'automobile et la fabrication de dispositifs médicaux trouvent cette technologie particulièrement précieuse, car elle leur permet de produire des pièces complexes sans compromettre la qualité ni augmenter le temps de production.
Principaux avantages de l'usinage CNC 5 axes : réduction du temps de configuration et polyvalence accrue
Lorsque des pièces peuvent être usinées par plusieurs opérations tout en restant fixées en place, les centres d'usinage 5 axes réduisent considérablement les petites erreurs qui s'accumulent lorsque les pièces sont trop déplacées pendant la production. Selon certaines recherches publiées l'année dernière dans le milieu industriel, les ateliers qui passent à ces machines avancées constatent que leurs temps de préparation chutent d'environ deux tiers par rapport à ce qu'ils consacraient auparavant aux mises en place classiques sur des machines 3 axes. Ce qui les distingue vraiment, c'est la manière dont ces axes rotatifs travaillent ensemble pour traiter des formes complexes telles que les surfaces courbes, les sous-dépouilles difficiles d'accès, et les poches profondes hors de portée des machines basiques. Grâce à cette grande flexibilité, de nombreux outilleurs et ateliers de prototypage s'appuient désormais fortement sur l'usinage CNC 5 axes pour la fabrication de moules sur mesure, le test de nouveaux designs produits, et la production de petites séries où la précision prime.
Finition de surface et précision supérieures lors de l'usinage de géométries complexes
Les trajets d'outil plus courts rendus possibles grâce aux axes rotatifs permettent de réduire la déviation pendant les opérations d'usinage, ce qui donne des surfaces environ deux fois moins rugueuses comparé à ce que l'on obtient avec des machines standards à trois axes. Lorsqu'il y a un contact constant entre l'outil de coupe et le matériau usiné, les vibrations diminuent également considérablement, permettant d'atteindre des tolérances serrées de l'ordre de plus ou moins 0,005 millimètres, même lorsqu'on travaille des matériaux difficiles à usiner comme le titane ou les alliages de nickel-chrome. Les industries qui fabriquent des pièces telles que les aubes de turbines d'avion ou les implants médicaux ont vraiment besoin de cette précision, car de minuscules défauts au niveau microscopique peuvent effectivement compromettre le bon fonctionnement de ces composants à long terme.
Limitations et défis courants liés à l'usinage CNC 5 axes
La fraiseuse 5 axes est idéale pour fabriquer des pièces complexes, mais elle implique également des exigences sérieuses. Ces machines nécessitent des programmeurs expérimentés ainsi que des systèmes spéciaux pour gérer les variations dimensionnelles causées par l'accumulation de chaleur pendant le fonctionnement. Parlons chiffres un instant. Le coût initial dépasse généralement les 500 000 dollars, et l'entretien coûte environ 30 à 40 pour cent de plus par rapport aux machines classiques 3 axes. Pour de nombreux ateliers, en particulier les plus petits, cela pose un véritable dilemme. Ils doivent comparer ces coûts importants avec l'augmentation significative de la vitesse de production. Parfois, lorsque les pièces ne sont pas trop complexes, cette surcapacité n'en vaut tout simplement pas la peine d'un point de vue commercial.
Comparer fraiseuse 5 axes Configurations et leur impact sur les performances
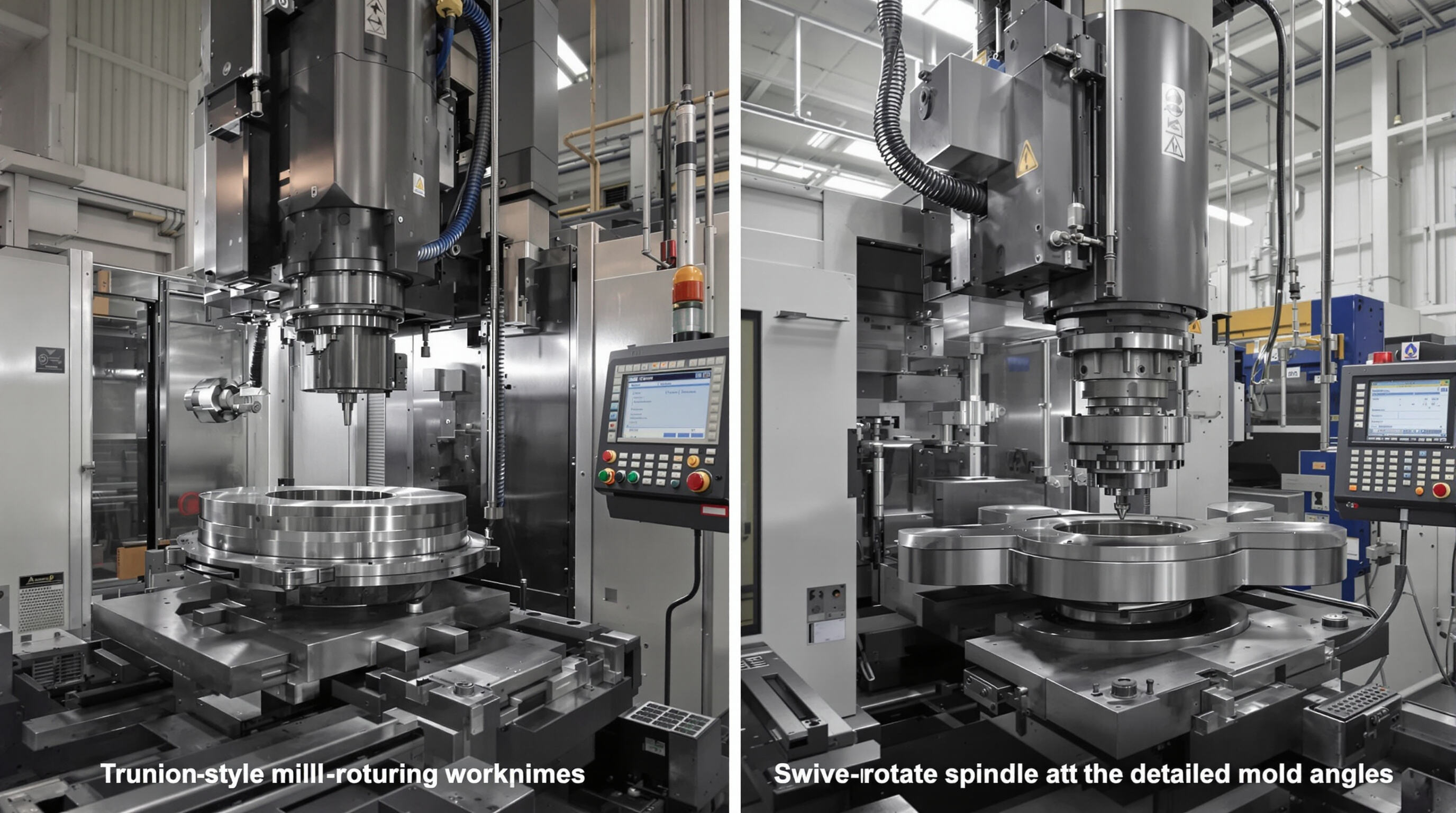
Conception à table inclinable (Trunnion-style) vs. conception à axe basculant et rotatif (swivel-rotate-style) des machines 5 axes
Les machines de style trunnion fonctionnent en faisant tourner la pièce sur deux axes - généralement identifiés comme A (axe X) et C (axe Z). Cette configuration permet de maintenir la stabilité lors de l'usinage de matériaux difficiles, ce qui explique leur popularité pour la fabrication de pièces utilisées dans les avions et les vaisseaux spatiaux. En revanche, les machines à rotation basculante ont leur broche montée sur des axes de basculement différents, généralement selon les axes B (Y) et C (Z). Elles permettent aux opérateurs d'accéder aux angles complexes nécessaires pour des moules détaillés et des formes sophistiquées. La plupart des ateliers constatent que les machines trunnion sont plus efficaces pour enlever rapidement de grandes quantités de matière, mais lorsqu'il s'agit d'espaces restreints et de sous-coupes complexes, les configurations basculantes sont préférables, car elles interfèrent moins avec la pièce pendant l'opération.
Comparaison entre la tête pivotante double et les configurations à table inclinable
La tête d'outil à double pivot permet aux outils de se déplacer dans toutes les directions, ce qui est très important lorsqu'on travaille sur des pales d'éolienne. Pendant ce temps, les configurations avec table inclinable déplacent directement la pièce sur des lits inclinés. Certaines machines d'usinage à 5 axes avancées combinent en fait ces deux approches afin de pouvoir manipuler à la fois la pièce et l'outil de coupe simultanément, sans avoir à s'arrêter ni à repositionner quoi que ce soit, pour des pièces présentant plusieurs surfaces. Bien que les configurations universelles offrent aux opérateurs la plus grande flexibilité possible, elles impliquent également une complexité accrue. Pour des tâches plus simples impliquant des composants de forme parallélépipédique, les machines à table inclinable conviennent généralement mieux, car elles conservent des processus de travail simples et directs. La stabilité d'une machine à long terme dépend aussi beaucoup de ses spécifications techniques. Les machines équipées de systèmes de refroidissement intégrés restent généralement plus précises tout au long d'opérations longues, là où des fluctuations de température pourraient autrement causer des problèmes.
Comprendre l'usinage 3+2 axes par rapport à l'usinage 5 axes continu
La technique d'usinage 3+2 consiste à maintenir la tête de coupe à des angles composés, ce qui simplifie les trajectoires d'usinage 3 axes complexes. Cela fonctionne très bien lorsqu'il s'agit de traiter plusieurs surfaces planes nécessitant un positionnement précis. En revanche, l'usinage 5 axes continu permet à l'outil de se déplacer simultanément dans toutes les directions. Résultat ? Des tolérances de l'ordre de 0,02 mm conformément aux normes ISO, idéales pour des pièces à formes complexes comme les aubes de turbomachines. Selon certaines recherches de l'Institut de Recherche sur les Outils de Coupe, le passage à l'usinage 3+2 peut réduire les difficultés de programmation d'environ 40 %. Mais ce qui distingue vraiment l'usinage continu, c'est sa capacité à éliminer totalement ces installations secondaires si gênantes. Pour des contours complexes comme les implants médicaux, cette méthode permet d'économiser environ les deux tiers du temps d'usinage habituel par rapport aux méthodes traditionnelles.
Dimensions de l'espace de travail, accessibilité de la pièce et rigidité selon les configurations
La conception de la machine détermine directement l'espace de travail utilisable ; les systèmes à table pivotante offrent généralement un volume opératoire 20 % plus grand, mais au détriment de l'accessibilité en profondeur par rapport aux configurations à bras articulé. Comparez les indicateurs d'accessibilité :
| Configuration | Angle Maximal de l'Outil | Accessibilité des Cavités Profondes | Indice de Rigidité |
|---|---|---|---|
| Table Pivotante | 110° | Modéré | ⭐⭐⭐⭐⭐ |
| Broche orientable | 130° | Excellent | ⭐⭐⭐⭐⭑ |
| Universel Hybride | 180° | Supérieur | ⭐⭐⭐⭐⭐ |
La rigidité est corrélée à la résistance aux vibrations : les structures monolithiques en fonte des systèmes à table pivotante permettent des taux d'enlèvement de matière 15 % supérieurs lors de l'usinage du titane, par rapport aux conceptions à bras basculant selon les références techniques.
Évaluation de la Précision, de la Rigidité et de la Stabilité Thermique dans fraiseuse 5 axes Les systèmes
Le rôle de la rigidité de la machine et de la stabilité dynamique dans l'usinage de haute précision
Atteindre une précision au micron près avec un centre d'usinage 5 axes dépend vraiment de la solidité de la machine. Les machines capables de résister à la flexion sous l'effet des forces de coupe sont essentielles pour ce type de travail. Lorsque les fabricants conçoivent ces machines avec des structures solides et les équipent de bases en granit, elles gagnent en stabilité. Cela permet de réduire les vibrations même lorsque la broche tourne à des vitesses extrêmement élevées, comme 15 000 tr/min. Et soyons honnêtes, la rigidité est cruciale pour obtenir des finitions de surface précises. Un bon centre d'usinage 5 axes rigide peut maintenir une précision de 5 microns lorsqu'il travaille sur des matériaux difficiles comme les alliages utilisés en aéronautique, ce qui fait toute la différence dans les environnements de fabrication à haute précision.
Systèmes de compensation thermique et précision à long terme dans les centres d'usinage 5 axes
Maintenir un fonctionnement continu est difficile en raison des problèmes liés à la dilatation thermique. Lorsque la température varie, les paliers et les vis peuvent se déplacer jusqu'à 20 microns par mètre. Pour résoudre ce problème, les équipements modernes intègrent désormais des capteurs directement dans le logement de la broche et les composants à vis à billes. Ces capteurs transmettent en temps réel des informations directement au contrôleur CNC, permettant ainsi des ajustements automatiques. Qu'est-ce que cela signifie ? Les machines conservent une extrême précision, d'environ plus ou moins 0,001 pouce, pendant toute une journée de travail de 8 heures. Et ce niveau de précision n'est pas simplement souhaitable. Les fabricants d'implants médicaux dépendent entièrement de ces tolérances, car même de légères déviations pourraient affecter la sécurité des patients dans des applications critiques.
Précision de mesure : normes ISO contre performances réelles sur les machines CNC 5 axes
L'ISO 230-2 décrit des procédures d'essai standard qui s'appuient sur des techniques d'interférométrie laser, mais ce qui se passe en pratique dépend souvent largement de la configuration et des outils utilisés. Des recherches indiquent que les variations de température à elles seules sont responsables d'environ 60 % de toutes les erreurs de mesure lorsque la compensation n'est pas appliquée correctement. De récentes études sur les opérations de fraisage ultra-précises révèlent également quelque chose d'intéressant. Lorsque les fabricants mettent en œuvre ces stratégies avancées de cartographie des erreurs, on observe effectivement une diminution notable des écarts de mesure. Ces améliorations permettent de réduire l'écart entre les résultats théoriques obtenus en laboratoire et ce qui se produit réellement pendant les processus de fabrication courants sur les lignes de production.
Optimisation des performances de la broche et du régime d'avance pour fraisage cnc 5 axes
Vitesse de broche, couple et puissance requis pour différents matériaux
Lorsque l'on travaille avec des machines modernes de fraisage 5 axes, obtenir le bon paramétrage de la broche pour différents matériaux fait toute la différence. L'aluminium et les matériaux composites donnent les meilleurs résultats lorsque la machine tourne à plus de 40 000 tr/min. Cela permet de maintenir une production rapide sans générer trop de chaleur dans la pièce. Les choses changent nettement lorsqu'on travaille avec des aciers trempés. Ces matériaux nécessitent des vitesses plus lentes comprises entre 6 000 et 12 000 tr/min, mais requièrent en revanche une puissance de couple significativement plus élevée, d'au moins 40 Newton-mètres, pour assurer une coupe efficace. La précision de positionnement devient alors très importante pendant de longues durées de fraisage. De bons systèmes de compensation thermique permettent de maintenir les erreurs dans une plage de plus ou moins 5 microns. Cela est particulièrement crucial lors de l'usinage du titane, car les forces de coupe peuvent varier considérablement pendant les opérations.
Techniques d'optimisation de la vitesse d'avance pour un fraisage 5 axes efficace
Trouver le bon équilibre entre vitesse d'avance et charge par dent empêche les outils de se déformer tout en maintenant un bon niveau de productivité. Lorsqu'on travaille sur ces pièces à parois minces difficiles en fabrication aérospatiale, les systèmes d'avance adaptatifs peuvent ajuster automatiquement les vitesses entre 15 et 30 pour cent. Selon des recherches du NIST datant de 2023, ce type d'ajustement réduit effectivement le temps total de cycle d'environ 22 %. Toutefois, les formes complexes nécessitent une approche particulière. La planification des trajectoires basée sur les vecteurs permet de maintenir une épaisseur constante des copeaux tout au long de l'opération. Des tests industriels ont montré que cette méthode prolonge la durée de vie des outils de coupe d'environ 35 % par rapport aux méthodes linéaires classiques, ce qui fait une grande différence lors de la production en série.
Étude de Cas: Intégration de broches à haute vitesse dans la fabrication de composants aérospatiaux
Un fabricant de pales d'éolienne a constaté que ses cycles de production se sont accélérés de près de 20 % après avoir adopté un nouveau système hybride de broche délivrant une puissance de pointe de 30 kW, associée à une capacité impressionnante de 42 000 tours/minute. Ce qui distingue vraiment ce système, c'est sa gestion des vibrations pendant l'opération. La technologie d'amortissement actif a réduit les mesures de rugosité de surface d'environ 0,8 microns jusqu'à seulement 0,3 microns, ce qui satisfait en fait aux normes strictes requises pour les pales de moteurs d'avion. Et voici un autre point dont parlent les fabricants actuellement : cette configuration particulière permet d'usiner en une seule opération ces supports moteurs en Inconel 718 lourds d'environ 14 kilogrammes. Avant l'arrivée de cette innovation, les ouvriers devaient réaliser au moins trois opérations différentes sur des machines 3 axes standard pour obtenir un travail correct.
Accompagnement fraiseuse 5 axes Fonctionnalités adaptées à vos besoins de production : Guide d'achat
Spécifications clés à évaluer lors du choix d'un centre d'usinage 5 axes
Le choix du bon centre d'usinage 5 axes nécessite d'équilibrer les exigences techniques avec les objectifs opérationnels. Prioritisez ces spécifications :
- Dimensions de l'espace de travail (généralement 500–2 000 mm sur les axes XYZ) pour s'adapter aux dimensions des pièces
- Vitesse de l'arbre principal (15 000–42 000 tr/min) et courbes de couple pour des matériaux tels que le titane ou l'Inconel®
- Précision de positionnement (< 5 μm) et métriques de répétabilité conformément aux normes ISO 230-2
- Capacité du changeur d'outils (24–120 outils) afin de minimiser le temps non productif
Une enquête de 2023 sur les composants usinés a révélé que les fabricants utilisant des systèmes de plus de 40 outils ont réduit le temps de préparation de 37 % par rapport aux magazines plus petits.
Le rôle des fabricants leaders dans l'avancement de la technologie 5 axes
Les moteurs de l'innovation impulsent trois changements critiques sur le marché :
- Systèmes de contrôle unifiés combinant l'interpolation 5 axes avec l'optimisation adaptative de la vitesse d'avance
- Conceptions modulaires permettant de reconfigurer la tête orientable/la table rotative en moins de 4 heures
- Packages d'usinage spécifiques aux matériaux pour composites en fibre de carbone et alliages gradués
Ces fabricants investissent 18 à 22 % de leur chiffre d'affaires annuel dans la recherche et le développement, accélérant ainsi les solutions de stabilité thermique qui réduisent la dérive de 62 % pendant les opérations de plus de 8 heures. Les options de personnalisation permettent désormais aux fournisseurs aérospatiaux d'intégrer directement leurs propres algorithmes de trajectoire d'outil dans les contrôleurs des machines.
En résumé, le choix du bon centre d'usinage 5 axes repose sur l'adéquation de sa configuration, sa précision et ses performances de broche avec vos besoins spécifiques en matière de matériaux et d'objectifs de production. Que vous privilégiiez la rigidité pour usiner des alliages résistants ou la polyvalence pour des géométries complexes, adapter les spécifications clés aux exigences opérationnelles garantit une valeur à long terme. Pour les entreprises souhaitant améliorer l'efficacité et la précision dans la fabrication de pièces complexes, consacrer du temps à l'évaluation de ces caractéristiques des centres d'usinage 5 axes constitue une étape essentielle vers la réussite.
Table des Matières
-
Compréhension fraiseuse 5 axes Technologie et Cor e Avantages
- Qu'est-ce que l'usinage 5 axes et en quoi diffère-t-il de la fraiseuse 3 axes ?
- Principaux avantages de l'usinage CNC 5 axes : réduction du temps de configuration et polyvalence accrue
- Finition de surface et précision supérieures lors de l'usinage de géométries complexes
- Limitations et défis courants liés à l'usinage CNC 5 axes
-
Comparer fraiseuse 5 axes Configurations et leur impact sur les performances
- Conception à table inclinable (Trunnion-style) vs. conception à axe basculant et rotatif (swivel-rotate-style) des machines 5 axes
- Comparaison entre la tête pivotante double et les configurations à table inclinable
- Comprendre l'usinage 3+2 axes par rapport à l'usinage 5 axes continu
- Dimensions de l'espace de travail, accessibilité de la pièce et rigidité selon les configurations
- Évaluation de la Précision, de la Rigidité et de la Stabilité Thermique dans fraiseuse 5 axes Les systèmes
- Optimisation des performances de la broche et du régime d'avance pour fraisage cnc 5 axes
- Accompagnement fraiseuse 5 axes Fonctionnalités adaptées à vos besoins de production : Guide d'achat