
Anlayış 5 eksenli freze Teknoloji ve Avantajlar 5 eksanstan farkı nedir?

5 eksenli işleme nedir ve 3 eksenli frezelemeden nasıl farklıdır?
Beş eksenli CNC freze makineleri, üç doğrusal hareket (X, Y, Z) ile iki döndürme noktası (genellikle A ve B) olmak üzere toplam beş eksende çalışır. Bu yapı, kesici takımın tüm yönlerde aynı anda serbestçe hareket etmesini sağlar. Geleneksel 3 eksenli makineler, karmaşık şekilleri işlerken sürekli manuel ayar gerektirdiği için zorlanır. Ancak beş eksenli makineler, iş parçasının ya da kesici ucun açılarını otomatik olarak değiştirerek işleme sırasında en uygun açıyı korur. Sonuç olarak operatörlerin durup tekrar ayar yapma ihtiyacı azalır. Havacılık üretimi, otomotiv sanayi ve tıbbi cihaz üretimi gibi sektörlerde faaliyet gösteren üretici firmalar için bu özellik oldukça değerlidir çünkü bu teknoloji, kaliteyi ve üretimi etkilemeden karmaşık parçaların üretimine olanak tanır.
5 eksenli CNC işleme sisteminin temel avantajları: kurulum süresinin azalması ve artan esneklik
Parçalar yerinde sıkılı kalmaya devam ederken birden fazla işlemle işlenebiliyorsa, 5 eksenli frezeler, parçalar üretim sırasında çok fazla taşındığında biriken küçük hataları önemli ölçüde azaltır. Geçen yıl üretim sektöründe yayınlanan bazı araştırmalara göre, bu gelişmiş makineleri kullanan işletmeler, eski 3 eksenli ayarlara kıyasla kurulum sürelerinde neredeyse üçte iki oranında düşüş yaşamlaktadır. Aslında onları ayıran en önemli özellik, dönen eksenlerin karmaşık şekilleri, örneğin eğri yüzeyleri, zorlu alt kesimleri ve temel makinelerin ulaşamadığı derin cep bölgelerini işlemek için birlikte nasıl çalıştığıdır. Bu esneklik sayesinde, birçok kalıpçının ve prototip atölyesinin, özel kalıpların üretimi, yeni ürün tasarımlarının test edilmesi ve özellikle hassasiyetin ön planda olduğu küçük seri üretimlerde artık 5 eksenli CNC frezeleme konusunda büyük ölçüde bağımlılık artmıştır.
Karmaşık geometri işlemede üstün yüzey kalitesi ve hassasiyet
Döner eksenler aracılığıyla elde edilen daha kısa takım yolları, iş parçası üzerindeki yüzey pürüzlülüğünün, standart üç eksenli makinelerle elde edilenin yaklaşık yarısı kadar olacak şekilde azalmasına yardımcı olur. Kesme takımı ile işlenen malzeme arasında sürekli temas olduğunda titreşimlerin seviyesi de önemli ölçüde düşer. Bu durum, titanyum veya inkel alaşımları gibi zor işlenebilir malzemelerle çalışırken dahi ±0.005 milimetre tolerans değerlerine ulaşılmasına olanak sağlar. Havacılık endüstrisinde uçak türbin kanatları ya da tıbbi implantlar gibi parçaların üretimi yapan sektörler için bu düzeyde hassasiyet oldukça gereklidir. Çünkü mikroskobik düzeydeki en küçük kusurlar bile zamanla bu bileşenlerin işlevselliğini olumsuz şekilde etkileyebilir.
5 eksenli CNC işleme ile ilgili yaygın sınırlamalar ve zorluklar
5 eksenli freze, karmaşık parçaların üretiminde harikadır ancak bazı ciddi gereksinimler getirir. Bu makineler, konularında uzman programcılar ve operasyon sırasında oluşan ısının neden olduğu boyutsal değişimleri yönetmek için özel sistemler gerektirir. Rakamlardan bir dakika bahsedelim. İlk yatırım maliyeti genellikle yarım milyon doların üzerindedir ve çalışır durumda tutulması, normal 3 eksenli makinelerle karşılaştırıldığında yaklaşık %30 ila hatta %40 daha fazla maliyet çıkarabilir. Özellikle küçük işletmeler için bu durum ciddi bir ikilem yaratır. Artan maliyetlerle üretimdeki artışın getirisi arasında ciddi bir denge kurmak zorundadırlar. Bazen parçalar fazla karmaşık olmadığında, fazladan yetenekler iş açısından haklanamayabilir.
Karşılaştırma 5 eksenli freze Yapılandırmalar ve Performansa Etkileri
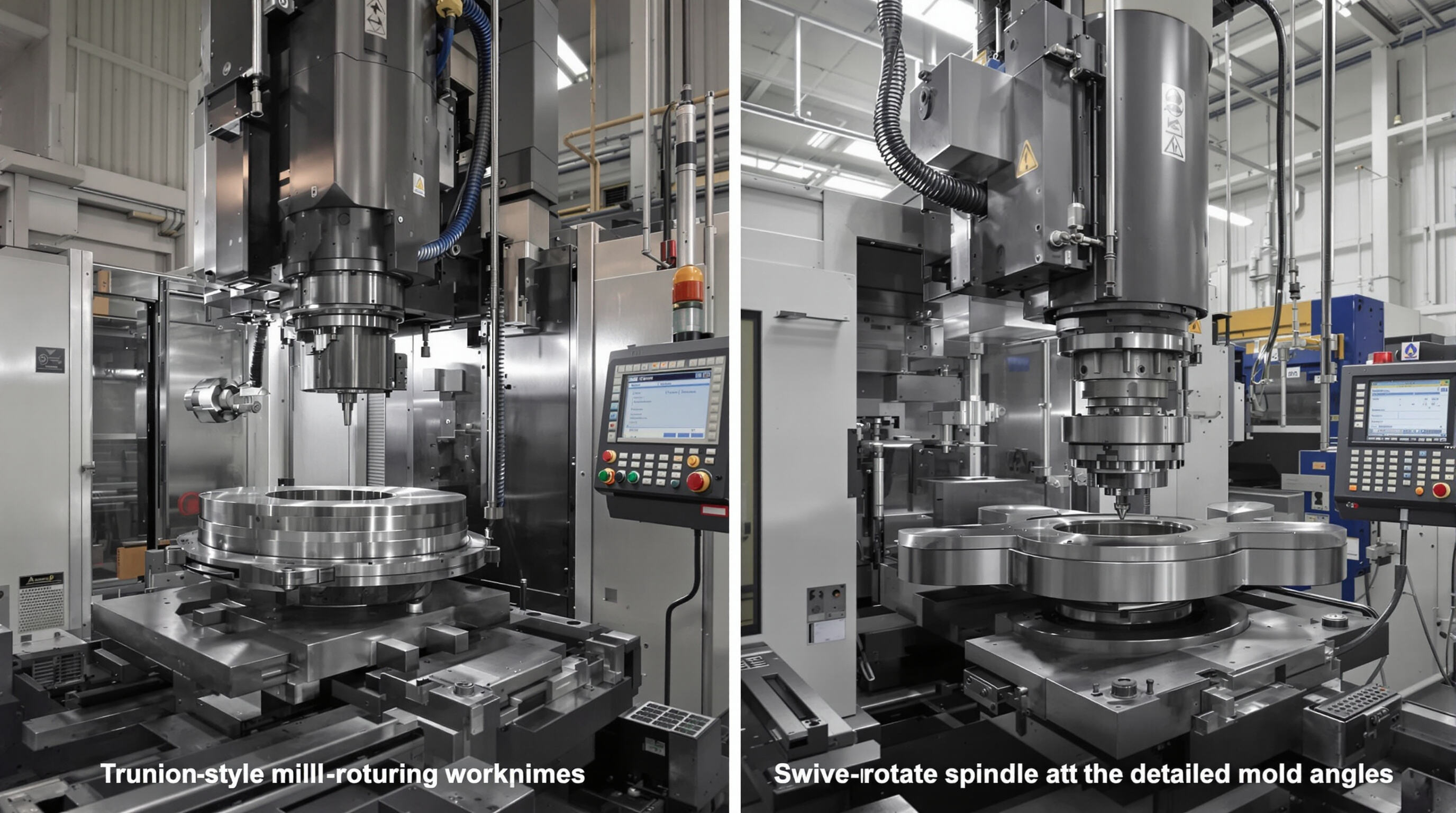
Trunion tipi ve swivel-rotate (döndürme-yatay eksen) tipi 5 eksenli makine tasarımları
Trunnion tipi makineler, iş parçasını genellikle A (X-ekseni) ve C (Z-ekseni) döner tabloları olarak etiketlenen iki eksen boyunca döndürerek çalışır. Bu yapı, zorlu malzemeler kesilirken iş parçasının kararlılığını korumaya yardımcı olur ve bu yüzden uçak ve uzay aracı parçalarının üretiminde oldukça yaygındır. Öte yandan, sallantılı döndürme makinelerinde iş mili genellikle B (Y-ekseni) ve C (Z-ekseni) yönlerinde hareket eden sallantı üniteleri üzerine monte edilir. Bu yapı, detaylı kalıplar ve karmaşık şekiller için gerekli olan zor açıların işlenmesine olanak tanır. Çoğu atölye, büyük miktarda malzeme hızlıca kaldırılırken trunnion makinelerin daha dayanıklı olduğunu, ancak dar alanlar ve karmaşık alt kesimler söz konusu olduğunda, sallantılı yapıların iş parçasıyla çok fazla etkileşmediği için daha avantajlı olduğunu bilir.
Çift eksenli iş mili başlığı ve tabla eğimli yapılandırmalar karşılaştırması
Çift eksenli iş mili başlığı, takımların her yöne hareket etmesine olanak tanır ve bu da rüzgar türbini kanatlarında çalışırken oldukça önemlidir. Bu sırada, tabla eğme düzenleri iş parçasının kendisini açılı yataklar üzerinde hareket ettirir. Bazı gelişmiş 5 eksenli freze makineleri bu iki yaklaşımı bir araya getirerek hem iş parçası hem de kesici takımı aynı anda manipüle edebilir, böylece çok yüzeyli parçalar için durup yeniden konumlandırma ihtiyacı duymazlar. Evrensel makine düzenleri operatörlere mümkün olan en yüksek esnekliği sunarken, aynı zamanda ek karmaşıklık da getirirler. Kutu şeklinde bileşenlerden oluşan daha basit işler için eğimli tabla makineleri, doğrudan iş akışı süreçlerini sürdürdükleri için daha uygundur. Bir makinenin zaman içinde ne kadar stabil kalacağı büyük ölçüde tasarım özelliklerine de bağlıdır. İçinde entegre soğutma sistemleri bulunan makineler genellikle sıcaklık dalgalanmalarının sorun yaratabileceği uzun süreli işlemler boyunca daha yüksek doğruluk sağlar.
3+2 eksen işleme ile sürekli 5 eksen frezeleme arasındaki farkları anlama
3+2 işleme tekniği, kesme başlığını bileşik açılarla sabit tutarak zorlu 3 eksenli freze yollarını basitleştirir. Bu yöntem, hassas pozisyonlamaya ihtiyaç duyan birden fazla düz yüzey ile çalışırken oldukça etkilidir. Diğer tarafta sürekli 5 eksenli frezeleme vardır; bu yöntemde kesici takım tüm yönlerde aynı anda hareket eder. Elde edilen sonuç, ISO standartlarına göre yaklaşık 0.02 mm toleranslar ile kompleks şekillere sahip parçalar için idealdir, örneğin kompresör bıçakları gibi. Tooling Research Institute'dan bazı araştırmalara göre 3+2'ye geçiş, programlama ile ilgili sorunları yaklaşık %40 azaltabilir. Ancak asıl dikkat çeken kısım, sürekli frezelemenin ikincil kurulumları tamamen ortadan kaldırabilmesidir. Tıbbi implantlar gibi karmaşık konturlar için bu yöntem, geleneksel yöntemlere kıyasla yaklaşık üçte iki oranında zaman tasarrufu sağlar.
Çalışma alanı boyutu, parçaya erişim ve konfigürasyonlar boyunca sertlik
Makine tasarımı doğrudan kullanılabilir çalışma alanını belirler; trunion sistemler genellikle %20 daha büyük hacim suner ancak derin cephe erişiminde mafsallı kollu konfigürasyonlara kıyasla performans kaybı yaşar. Erişilebilirlik metriklerini karşılaştırın:
| Konfigürasyon | Maksimum Alet Açısı | Derin Boşluk Erişimi | Rijitlik İndeksi |
|---|---|---|---|
| Trunion Tablası | 110° | Orta derecede | ⭐⭐⭐⭐⭐ |
| Swivel-Rotate İş Mili | 130° | Harika | ⭐⭐⭐⭐⭑ |
| Hibrit Universal | 180° | Üst | ⭐⭐⭐⭐⭐ |
Rijitlik, titreşim direnciyle ilişkilidir: trunion sistemlerdeki monolitik döküm yapılar, işaretleme ölçümlerine göre titanyum için mafsallı swivel tasarımına göre %15 daha yüksek malzeme kaldırma oranına sahiptir.
Hassasiyet, Rijitlik ve Termal Stabiliteyi Değerlendirme 5 eksenli freze Sistemler
Yüksek hassasiyetli frezelemede makine rijitliğinin ve dinamik stabilitenin rolü
5 eksenli CNC frezeleme ile mikron seviyesine inmek, makinenin ne kadar sağlam yapıldığına bağlıdır. Kesme kuvveti altında bükülmeye direnç gösteren makineler, bu tür işler için gereklidir. Üreticiler bu makineleri sağlam yapısal tasarımlarla inşa edip granit bazlarla doldurduklarında daha iyi stabilite elde edilir. Bu durum, mil 15.000 RPM gibi çılgınca hızlı devirlerde dönerken bile titreşimi azaltmaya yardımcı olur. Ve yüzey bitimindeki ince detaylar için sertliğin önemi çoktur. Sağlam bir 5 eksenli freze makinesi, havacılık alaşımları gibi zor malzemeler üzerinde çalışırken bile sadece 5 mikronluk bir hassasiyetle çalışabilir; bu da yüksek hassasiyetli üretim ortamlarında tüm farkı yaratır.
Isıl kompanzasyon sistemleri ve 5 eksenli freze makinelerinde uzun vadeli hassasiyet
Isı genişlemesi sorunları nedeniyle sürekli çalışma sağlamak zordur. Sıcaklık değiştiğinde yataklar ve vidalar her metreye kadar 20 mikrona kadar kayabilir. Bu sorumla başa çıkmak için modern ekipmanlara artık doğrudan iş mili yatakları ve bilyalı vida bileşenlerine entegre edilmiş sensörler eklenmektedir. Bu sensörler, CNC kontrol cihazına anlık bilgi göndererek otomatik ayarlamaların yapılmasını sağlamaktadır. Peki bu ne anlama gelmektedir? Makineler, tam 8 saatlik bir vardiyada yaklaşık artı eksi 0.001 inç hassasiyette oldukça doğru çalışmayı sürdürmektedir. Üstelik bu düzeydeki hassasiyet sadece isteğe bağlı bir özellik de değildir. Tıbbi implant üreticileri, bu toleranslara güvenmektedirler çünkü en küçük sapmalar bile kritik uygulamalarda hasta güvenliğini etkileyebilmektedir.
Hassasiyet ölçümü: 5 eksenli CNC makinelerde ISO standartları vs. gerçek dünya performansı
ISO 230-2, lazer interferometri tekniklerine dayanan standart test prosedürlerini belirler, ancak pratikte olanlar genellikle kurulum şekline ve kullanılan araçlara büyük ölçüde bağlıdır. Araştırmalar, kompanzasyon uygun şekilde uygulanmadığında sıcaklık değişimlerinin alone ölçüm hatalarının yaklaşık %60'ına katkıda bulunduğunu göstermektedir. Ultra hassas frezeleme işlemlerine ilişkin recent araştırmalar da ilginç sonuçlar ortaya koymuştur. Üreticiler bu gelişmiş hata haritalama stratejilerini uyguladığında, ölçüm tutarsızlıklarında belirgin bir azalma gözlemlenmektedir. Bu iyileştirmeler, teorik laboratuvar sonuçları ile fabrika zeminlerindeki günlük üretim süreçlerinde gerçekleşen gerçek durumlar arasındaki farkı kapatmada yardımcı olmaktadır.
İş Mili Performansını ve Besleme Hızını Optimize Etme 5 eksende cnc frezeleme
Çeşitli Malzemeler için İş Mili Devri, Tork ve Güç Gereksinimleri
Modern 5 eksenli freze makineleriyle çalışırken, farklı malzemeler için doğru iş mili (spindle) ayarını yapmak her şeyi değiştirir. Alüminyum ve kompozit malzemeler, makine 40.000 RPM'nin üzerinde dönerken en iyi şekilde işlenir. Bu, iş parçasında fazla ısı birikimine izin vermeden üretimi hızlı şekilde sürdürmenizi sağlar. Ancak sertleştirilmiş çeliklerle çalışırken durumlar oldukça değişir. Bu malzemeler için 6.000 ila 12.000 RPM arası daha yavaş devirler gerekir ama kesim işlemini etkili şekilde gerçekleştirmek için en az 40 Newton metre olmak üzere önemli ölçüde daha fazla tork gücüne ihtiyaç duyulur. Uzun süreli işleme oturumlarında konum doğruluğunu korumak oldukça önemlidir. İyi bir termal kompanzasyon sistemi, hataları artı eksi 5 mikron aralığında tutmada yardımcı olur. Bu özellikle titanyum işlenirken kesme kuvvetlerinin işlemler sırasında çok fazla değişkenlik göstermesi nedeniyle özellikle kritik öneme sahiptir.
Verimli 5 Eksenli Frezeleme için İlerleme Hızı Optimizasyon Teknikleri
Talaş yükü ile ilerleme hızı arasında doğru dengeyi sağlamak, üretim seviyelerini düşürmeden kesici takımların esnemesini engeller. Havacılık üretimindeki zorlu ince cidarlı parçalar üzerinde çalışırken uyarlanabilir ilerleme sistemleri hızı %15 ila %30 oranında otomatik olarak ayarlayabilir. 2023 yılında NIST tarafından yapılan araştırmaya göre bu tür ayarlar toplam çevrim süresini yaklaşık %22 oranında düşürmektedir. Karmaşık şekillerle çalışmak ise özel bir yaklaşımı gerektirir. Kesici takımlar için vektörel yörünge planlaması, işlem boyunca talaş kalınlığını sabit tutar. Sektörel testler bu yöntemin, standart doğrusal yöntemlere kıyasla kesici takım ömrünü yaklaşık %35 oranında uzattığını göstermiştir. Bu durum seri üretimlerde büyük bir fark yaratır.
Vaka Çalışması: Havacılık Komponent Üretiminde Yüksek Devirli İş Mili Entegrasyonu
Yeni bir hibrit iş mili konfigürasyonuna geçtikten sonra, bir türbin kanadı üreticisi üretim döngülerinin hızının %20 oranında arttığını gördü. Bu sistem, 30 kW tepe gücüne ve dikkat çekici 42.000 RPM kapasitesine sahip. Bu sistemin gerçekten öne çıkan yönü, çalışma sırasında titreşimleri nasıl yönettiğidir. Aktif sönümleme teknolojisi, yüzey pürüzlülüğü ölçümlerini yaklaşık 0,8 mikrondan 0,3 mikrona kadar düşürdü ve bu da jet motoru kanatları için gerekli olan sert standartlara ulaşmayı sağladı. Ayrıca üreticilerin şu günlerde konuştuğu başka bir şey daha var: bu özel konfigürasyon, ağırlığı yaklaşık 14 kilogram olan dayanıklı Inconel 718 motor bağlantı elemanlarını tek bir kurulumda işlenebilmesine olanak sağlıyor. Bu yenilik gelmeden önce, işçilerin görevi doğru bir şekilde yerine getirebilmeleri için standart 3 eksenli makineler kullanarak en az üç farklı işlem uygulamaları gerekiyordu.
Eşleşme 5 eksenli freze Üretim İhtiyaçlarınıza Uygun Özellikler: Bir Alıcı Kılavuzu
5 Eksenli Freze Seçerken Değerlendirilmesi Gereken Temel Özellikler
Doğru 5 eksenli freze seçimi, teknik gereksinimlerle operasyonel hedefleri dengelemeyi gerektirir. Bu spesifikasyonlara öncelik verin:
- Çalışma alanı boyutları (genellikle XYZ eksenlerinde 500–2.000 mm) parçaların boyutlarını içerecek şekilde
- Spindle hızı (15.000–42.000 RPM) ve titanyum veya Inconel® gibi malzemeler için tork eğrileri
- Konumlandırma hassasiyeti (<5 μm) ve ISO 230-2 standartlarına göre tekrarlanabilirlik ölçümleri
- Takım değiştirici kapasitesi (24–120 takım) kesmeyen zamanı en aza indirgemek için
2023 yılında yapılan bir makine parçaları anketi, 40'tan fazla takım sistemi kullanan üreticilerin, daha küçük dergilere göre hazırlık süresini %37 azalttığını göstermiştir.
Önde Gelen Üreticilerin 5 Eksenli Teknolojideki Rolü
İnovasyon liderleri üç kritik piyasa değişimini yönlendiriyor:
- Birleştirilmiş kontrol sistemleri 5 eksenli interpolasyonu adaptif ilerleme hızı optimizasyonu ile birleştirerek
- Modüler tasarımlar döner başlık/döner tabla yeniden yapılandırmalarını <4 saatte mümkün kılarken
- Malzeme özel işleme paketleri karbon fiber kompozitler ve gradyan alaşımlar için
Bu üreticiler, yıllık gelirlerinin %18-22'sini R&D'ye yatırarak, 8 saatten fazla süren işlemler sırasında sürüklemeyi %62 azaltan termal stabilite çözümlerini hızla geliştiriyorlar. Artık özelleştirme seçenekleri, havacılık tedarikçilerinin özel takım yolu algoritmalarını doğrudan makine kontrol cihazlarına entegre edebilmelerine olanak tanıyor.
Kısacası, doğru 5 Eksenli Freze seçimi, konfigürasyonunun, hassasiyetinin ve iş mili performansının belirli malzeme ihtiyaçlarınız ve üretim hedeflerinizle uyumlu hale getirilmesine bağlıdır. Zorlu alaşımlar için sertliği mi, karmaşık geometriler için çok yönlülüğü mü önemsediğinizden bağımsız olarak, anahtar özelliklerin operasyonel taleplerle uyumlu hale getirilmesi, uzun vadeli değer sağlar. Karmaşık parça üretiminde verimliliği ve doğruluğu artırmayı hedefleyen işletmeler için, bu 5 Eksenli Freze özellikleri konusunda değerlendirme yapmak için zaman ayırmak, başarıya giden yolda kritik bir adımdır.
İçindekiler
- Anlayış 5 eksenli freze Teknoloji ve Avantajlar 5 eksanstan farkı nedir?
-
Karşılaştırma 5 eksenli freze Yapılandırmalar ve Performansa Etkileri
- Trunion tipi ve swivel-rotate (döndürme-yatay eksen) tipi 5 eksenli makine tasarımları
- Çift eksenli iş mili başlığı ve tabla eğimli yapılandırmalar karşılaştırması
- 3+2 eksen işleme ile sürekli 5 eksen frezeleme arasındaki farkları anlama
- Çalışma alanı boyutu, parçaya erişim ve konfigürasyonlar boyunca sertlik
- Hassasiyet, Rijitlik ve Termal Stabiliteyi Değerlendirme 5 eksenli freze Sistemler
- İş Mili Performansını ve Besleme Hızını Optimize Etme 5 eksende cnc frezeleme
- Eşleşme 5 eksenli freze Üretim İhtiyaçlarınıza Uygun Özellikler: Bir Alıcı Kılavuzu