
Zrozumienie frezarka 5-osiowa Technologia i Cor e Zalety

Czym jest obróbka pięcioosiowa i czym różni się od frezowania trójosiowego?
Pięcioosiowe maszyny frezujące CNC pracują z trzema ruchami liniowymi (X, Y, Z) oraz dwoma punktami obrotowymi (zwykle A i B). Umożliwiają to narzędziom swobodny ruch we wszystkich pięciu kierunkach jednocześnie. Tradycyjne maszyny 3-osiowe mają trudności z obróbką skomplikowanych kształtów, ponieważ wymagają częstego ręcznego dostosowywania. Natomiast maszyny pięcioosiowe pochylają albo obrabianą część, albo samo narzędzie tnące, aby zachować optymalny kąt cięcia podczas obróbki. Rezultatem są krótsze czasy postoju operatorów wymagane do ponownego ustawienia maszyny. Producenci w branżach takich jak przemysł lotniczy, motoryzacyjny czy produkcja urządzeń medycznych uważają tę technologię za szczególnie przydatną, ponieważ umożliwia tworzenie skomplikowanych części bez utraty jakości czy wydłużenia czasu produkcji.
Główne korzyści z pięcioosowej obróbki CNC: skrócenie czasu przygotowania i zwiększenie uniwersalności
Gdy części można obrabiać wielokrotnie, nie zmieniając ich położenia w uchwycie, frezarki 5-osiowe znacząco zmniejszają drobne błędy wynikające z częstego przemieszczania elementów podczas produkcji. Zgodnie z badaniami opublikowanymi w zeszłym roku w kręgach przemysłowych, warsztaty, które przechodzą na te zaawansowane maszyny, mogą skrócić czas przygotowania o około dwie trzecie w porównaniu do czasu potrzebnego wcześniej na standardowe ustawienia 3-osiowe. Co naprawdę je odróżnia, to sposób, w jaki obracające się osie współpracują ze sobą, umożliwiając obróbkę skomplikowanych kształtów, takich jak powierzchnie krzywoliniowe, trudne podcięcia czy niedostępne głębokie wnęki, do których nie da się dotrzeć podstawowymi maszynami. Dzięki tej właśnie elastyczności, wielu producentów narzędzi i warsztatów prototypowych zaczyna coraz bardziej polegać na frezowaniu CNC 5-osiowym przy wytwarzaniu form odlewniczych na zamówienie, testowaniu nowych projektów produktów czy produkcji małych partii, gdzie liczy się przede wszystkim precyzja.
Wysokiej jakości wykończenie powierzchni i precyzja przy obróbce skomplikowanych geometrii
Krótsze ścieżki narzędzi możliwe dzięki osiom obrotowym pomagają zmniejszyć ugięcie podczas operacji obróbki, co prowadzi do powierzchni o szorstkości około dwa razy mniejszej w porównaniu z tym, co osiągamy przy zastosowaniu standardowych maszyn trzyosiowych. Gdy istnieje stały kontakt między narzędziem tnącym a obrabianym materiałem, wibracje znacząco maleją, pozwalając na uzyskanie bardzo ciasnych tolerancji rzędu plus-minus 0,005 milimetra, nawet przy obróbce trudnych materiałów, takich jak tytan czy stopy inconel. Branże produkujące części takie jak łopatki turbin lotniczych czy implanty medyczne naprawdę potrzebują tego rodzaju precyzji, ponieważ drobne wady na poziomie mikroskopowym mogą faktycznie zakłócić prawidłowe funkcjonowanie tych komponentów w dłuższej perspektywie czasowej.
Typowe ograniczenia i wyzwania związane z pięcioosiową obróbką CNC
Pięcioosiowy frezarka jest świetna do wytwarzania skomplikowanych części, ale wiąże się z poważnymi wymaganiami. Maszyny te wymagają programistów z doświadczeniem oraz specjalnych systemów do obsługi zmian wymiarowych spowodowanych nagromadzeniem się ciepła podczas pracy. Przejdźmy do liczb. Koszt początkowy zazwyczaj przekracza pół miliona dolarów, a utrzymanie ich płynnej pracy kosztuje około 30 do nawet 40 procent więcej w porównaniu do standardowych frezarek trzyosiowych. Dla wielu warsztatów, szczególnie mniejszych, powstaje prawdziwy dylemat. Muszą oni zestawić te duże wydatki z tym, jak bardzo skraca się czas produkcji. Czasami, gdy części nie są zbyt skomplikowane, cała ta dodatkowa funkcjonalność po prostu nie opłaca się z punktu widzenia biznesu.
Porównanie frezarka 5-osiowa Konfiguracje i ich wpływ na wydajność
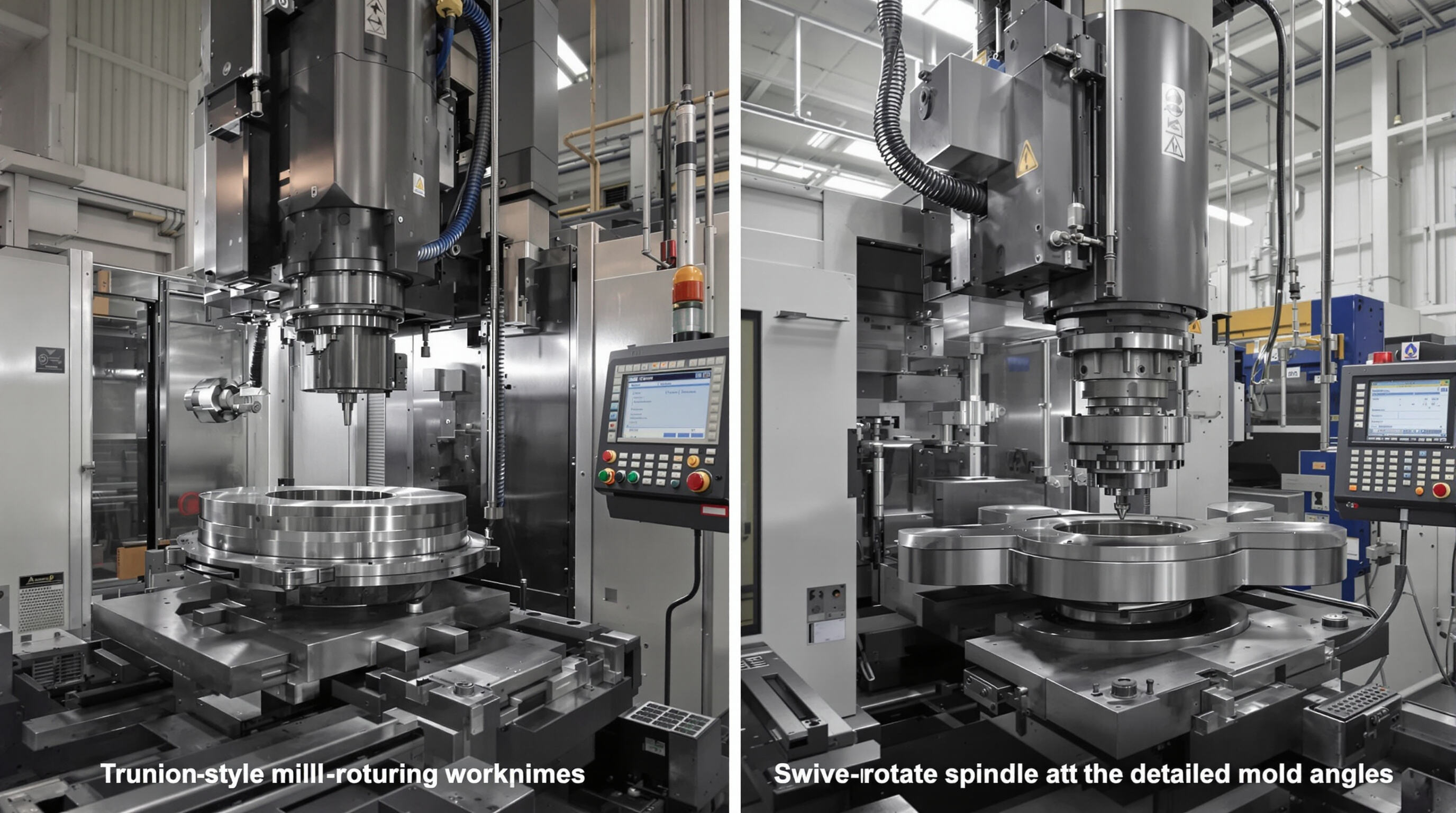
Konstrukcja stołowa (trunnion-style) vs. konstrukcja z obrotem i pochyleniem (swivel-rotate-style) w pięcioosiowych maszynach
Maszyny typu trunnion działają poprzez obracanie przedmiotu obrabianego wokół dwóch osi – zazwyczaj oznaczonych jako A (oś X) i C (oś Z) stoły obrotowe. Taka konfiguracja pomaga zachować stabilność podczas cięcia trudnych materiałów, dlatego są bardzo popularne przy produkcji części stosowanych w lotnictwie i przemyśle kosmicznym. Z kolei maszyny z funkcją przestawiania i obrotu mają wrzeciono zamontowane na różnych przegubach, zazwyczaj wzdłuż osi B (oś Y) i C (oś Z). Pozwalają one operatorom uzyskiwać trudne do osiągnięcia kąty potrzebne przy precyzyjnych formach i skomplikowanych kształtach. Większość warsztatów zauważa, że maszyny trunnion lepiej znoszą intensywne usuwanie dużych ilości materiału, jednak przy ciasnych miejscach i skomplikowanych podcięciach lepsze okazują się konfiguracje przestawne, ponieważ mniej interferują z przedmiotem obrabianym podczas pracy.
Głowica wrzecionowa z podwójnym przegubem oraz konfiguracje z pochylną stołem w porównaniu
Dwuprzegubowa głowica wrzecionowa umożliwia ruch narzędzi we wszystkich kierunkach, co ma ogromne znaczenie podczas pracy nad łopatkami turbin. Tymczasem konfiguracje stołu obrotowego przesuwają sam przedmiot obrabiany po pochyłych prowadnicach. Niektóre zaawansowane frezarki pięcioosiowe faktycznie łączą oba te podejścia, pozwalając jednocześnie manipulować zarówno przedmiotem pracy, jak i narzędziem tnącym, bez konieczności zatrzymywania i przestawiania czegokolwiek podczas obróbki części o wielu powierzchniach. Choć uniwersalne konfiguracje maszyn oferują operatorom największą możliwą elastyczność, to wiążą się również z większą złożonością. Dla prostszych zadań związanych z komponentami o kanciastym kształcie, maszyny z obrotowym stołem są zazwyczaj lepiej przystosowane, ponieważ zapewniają bardziej bezpośredni proces pracy. Stabilność maszyny w czasie zależy również w dużej mierze od szczegółów jej konstrukcji. Maszyny wyposażone w wbudowane systemy chłodzenia zazwyczaj zachowują większą dokładność podczas długotrwałych operacji, w których wahania temperatur mogłyby inaczej powodować problemy.
Zrozumienie toczenia 3+2 osiowego w porównaniu z frezowaniem ciągłym 5-osiowym
Technika toczenia 3+2 osiowego polega na utrzymywaniu głowicy tnącej pod złożonymi kątami, co upraszcza te trudne ścieżki frezowania 3-osiowego. Doskonale sprawdza się przy wielu płaskich powierzchniach wymagających precyzyjnego pozycjonowania. Kolejną metodą jest frezowanie ciągłe 5-osiowe, w którym narzędzie porusza się jednocześnie we wszystkich kierunkach. Efektem są tolerancje rzędu 0,02 mm zgodnie ze standardem ISO, idealne dla takich elementów jak łopatki wirników o skomplikowanych kształtach. Zgodnie z badaniami przeprowadzonymi przez Instytut Badań nad Narzędziami, przejście na toczenie 3+2 osiowe może zmniejszyć problemy z programowaniem o około 40%. Jednak tym, co naprawdę wyróżnia frezowanie ciągłe, jest możliwość całkowitego zrezygnowania z uciążliwych dodatkowych ustawień. Dla skomplikowanych konturów, takich jak implanty medyczne, podejście to pozwala zaoszczędzić około dwóch trzecich czasu obróbki w porównaniu z tradycyjnymi metodami.
Wielkość obszaru roboczego, dostępność części oraz sztywność w różnych konfiguracjach
Projekt maszyny bezpośrednio wpływa na dostępne miejsce robocze; systemy trunnionowe zazwyczaj oferują 20% większą przestrzeń roboczą, ale tracą na głębokości dostępności do wnęk w porównaniu z konfiguracjami ramienia wieloosiowego. Porównaj parametry dostępności:
| Konfiguracja | Maksymalny Kąt Narzędzia | Dostępność do Głębokich Kieszeni | Indeks Sztywności |
|---|---|---|---|
| Stół Trunnionowy | 110° | Umiarkowany | ⭐⭐⭐⭐⭐ |
| Obracający się wrzeciono-kiwa | 130° | Doskonały | ⭐⭐⭐⭐⭑ |
| Hybrydowy Uniwersalny | 180° | Znakomity | ⭐⭐⭐⭐⭐ |
Sztywność koreluje z odpornością na wibracje: odlewy monolityczne w systemach trunnionowych pozwalają uzyskać 15% wyższą wydajność usuwania materiału tytanowego niż w konstrukcjach wspornikowych z wrzecionem kłyskowym, zgodnie z wynikami testów obróbczych.
Ocena Precyzji, Sztywności i Stabilności Termicznej w frezarka 5-osiowa Systemy
Rola sztywności maszyny i stabilności dynamicznej w frezowaniu o wysokiej dokładności
Osiągnięcie dokładności na poziomie mikronów przy frezowaniu CNC 5-osiowym w dużej mierze zależy od solidności konstrukcji maszyny. Maszyny oporne na ugięcie pod wpływem sił skrawania są niezbędne do tego rodzaju prac. Gdy producenci budują takie maszyny z wytrzymałych konstrukcji nośnych i wyposażają je w podstawy z granitu, osiągają lepszą stabilność. Pomaga to zmniejszyć wibracje nawet wtedy, gdy wrzeciono wiruje z prędkością dochodzącą do 15 000 obr./min. Trzeba przyznać, że sztywność ma ogromne znaczenie dla precyzyjnych detali na powierzchniach. Dobra, sztywna frezarka 5-osiowa może zachować dokładność na poziomie zaledwie 5 mikronów podczas obróbki trudnych materiałów, takich jak stopy stosowane w przemyśle lotniczym, co stanowi ogromną różnicę w środowiskach produkcji wymagającej najwyższej precyzji.
Systemy kompensacji termicznej i precyzja długoterminowa w frezarkach 5-osiowych
Utrzymanie ciągłej pracy urządzeń jest trudne ze względu na problemy z rozszerzalnością termiczną. Gdy zmienia się temperatura, łożyska i śruby mogą się przesuwać nawet o 20 mikronów na metr. Aby poradzić sobie z tym problemem, nowoczesne maszyny wyposażone są obecnie w czujniki wbudowane bezpośrednio w korpus wrzeciona i zespoły kulowe. Czujniki te przekazują dane w czasie rzeczywistym bezpośrednio do kontrolera CNC, umożliwiając automatyczne korekty. Co to oznacza? Maszyny zachowują wyjątkową dokładność rzędu plus minus 0,001 cala przez cały 8-godzinny zmianę. Poziom ten nie jest jednak jedynie wygodny w użyciu. Producentów implantów medycznych zależą od tych tolerancji, ponieważ nawet najmniejsze odchylenia mogą wpływać na bezpieczeństwo pacjentów w zastosowaniach krytycznych.
Dokładność pomiaru: normy ISO a rzeczywista wydajność w 5-osiowych maszynach CNC
ISO 230-2 przedstawia standardowe procedury testowe oparte na technikach interferometrii laserowej, jednak w praktyce rzeczywista jakość pomiarów często zależy od sposobu konfiguracji oraz zastosowanych narzędzi. Badania wskazują, że same zmiany temperatury odpowiadają za około 60 procent wszystkich niedokładności pomiarowych, jeśli nie zastosuje się odpowiedniej kompensacji. Analiza najnowszych wyników badań nad ultra precyzyjnymi operacjami frezowania ujawnia również coś interesującego. Gdy producenci stosują zaawansowane strategie mapowania błędów, zauważa się istotne zmniejszenie rozbieżności pomiarowych. Te ulepszenia pomagają zmniejszyć lukę między teoretycznymi wynikami laboratoryjnymi a rzeczywistymi warunkami panującymi podczas codziennych procesów produkcyjnych na hali fabrycznej.
Optymalizacja wydajności wrzeciona i prędkości posuwu dla frezowanie cnc o 5 osiach
Prędkość wrzeciona, moment obrotowy i wymagania dotyczące mocy dla różnych materiałów
Podczas pracy na nowoczesnych frezarkach 5-osiowych, dobrze dobranie parametrów wrzeciona do różnych materiałów ma kluczowe znaczenie. Aluminium i materiały kompozytowe najlepiej obrabia się przy prędkościach powyżej 40 000 obr/min. Dzięki temu produkcja przebiega szybko, a temperatura w obrabianym elemencie nie zdąży wzrosnąć zbyt mocno. Sytuacja wygląda zupełnie inaczej przy obróbce stali hartowanej. Materiały te wymagają niższych prędkości, w zakresie od 6 000 do 12 000 obr/min, ale potrzebują znacznie większego momentu obrotowego – minimum 40 Nm, aby skutecznie ciąć. Zachowanie dokładności pozycjonowania staje się szczególnie ważne podczas długotrwałych operacji obróbczych. Dobre systemy kompensacji termicznej pozwalają utrzymać błędy w granicach ±5 mikronów. Jest to szczególnie istotne przy obróbce tytanu, ponieważ siły tnące mogą się znacznie zmieniać w trakcie wykonywania operacji.
Techniki optymalizacji posuwu dla efektywnego frezowania 5-osiowego
Uzyskanie odpowiedniej równowagi między prędkością posuwu a obciążeniem wióra pozwala uniknąć ugięć narzędzi, jednocześnie utrzymując wysoki poziom produktywności. Przy pracy nad trudnymi, cienkimi elementami stosowanymi w przemyśle lotniczym, adaptacyjne systemy posuwu mogą automatycznie regulować prędkości w zakresie od 15 do 30 procent. Zgodnie z badaniami przeprowadzonymi przez NIST w 2023 roku, tego typu regulacja faktycznie skraca całkowity czas cyklu o około 22%. Z kolei radzenie sobie z skomplikowanymi kształtami wymaga czegoś szczególnego. Planowanie ścieżki oparte na wektorach umożliwia utrzymanie stałej grubości wióra przez cały czas obróbki. Badania przemysłowe wykazały, że podejście to przedłuża żywotność narzędzi o około 35% w porównaniu do standardowych metod liniowych, co ma ogromne znaczenie podczas uruchamiania serii produkcyjnych.
Studium przypadku: Integracja wysokoprędkowych wrzecion w produkcji komponentów lotniczych
Jeden z producentów łopat turbinowych zauważył skrócenie cykli produkcji o niemal 20% po przejściu na nowy hybrydowy układ wrzeciona, oferujący szczytową moc 30 kW oraz imponujące 42 000 RPM. Co naprawdę wyróżnia ten system, to sposób, w jaki radzi sobie z wibracjami podczas pracy. Aktywna technologia tłumienia obniżyła wartość chropowatości powierzchni z około 0,8 mikronów do zaledwie 0,3 mikronów, co spełnia surowe normy wymagane dla łopat silników odrzutowych. A oto coś jeszcze, o czym mówią producenci w ostatnim czasie: konkretna konfiguracja umożliwia im obróbkę w jednym ustawieniu ciężkich wsporników silnikowych wykonanych ze stali Inconel 718 o wadze około 14 kilogramów. Przed pojawieniem się tej innowacji operatorzy musieli wykonać nie mniej niż trzy różne operacje na standardowych maszynach 3-osiowych, aby osiągnąć odpowiednią jakość.
Dopasowanie frezarka 5-osiowa Dostosowanie funkcji do potrzeb produkcji: Przewodnik kupującego
Główne specyfikacje do oceny przy wyborze frezarki 5-osiowej
Wybór odpowiedniego frezarka 5-osiowego wymaga zbalansowania wymagań technicznych z celami operacyjnymi. Priorytetowe specyfikacje:
- Wymiary przestrzeni roboczej (zazwyczaj 500–2000 mm na osiach XYZ) dostosowane do rozmiarów obrabianych części
- Prędkość wrzeciona (15 000–42 000 RPM) oraz krzywe momentu obrotowego dla materiałów takich jak tytan czy Inconel®
- Dokładność pozycjonowania (<5 μm) oraz powtarzalność zgodnie ze standardem ISO 230-2
- Pojemność magazynu narzędzi (24–120 narzędzi) minimalizująca czas nieproduktywny
Badanie komponentów maszynowych z 2023 roku wykazało, że producenci stosujący systemy z ponad 40 narzędziami skrócili czas ustawiania o 37% w porównaniu do mniejszych magazynów.
Rola wiodących producentów w rozwoju technologii 5-osiowej
Liderzy innowacji napędzają trzy kluczowe zmiany na rynku:
- Zintegrowane systemy sterowania łączące interpolację 5-osiową z optymalizacją adaptacyjnej prędkości posuwu
- Modułowe konstrukcje umożliwiające rekonfigurację głowicy obrotowej/stołu obrotowego w czasie <4 godzin
- Pakiety obróbcze dostosowane do konkretnego materiału dla kompozytów z włókna węglowego i stopów gradientowych
Te firmy produkcyjne inwestują 18–22% rocznych przychodów w badania i rozwój, co przyspiesza opracowywanie rozwiązań zapewniających stabilność termiczną i zmniejszających dryft o 62% podczas operacji trwających 8+ godzin. Opcje personalizacji pozwalają teraz dostawcom z branży lotniczej na integrację własnych algorytmów ścieżki narzędzia bezpośrednio w kontrolerach maszyn.
Krótko mówiąc, wybór odpowiedniego frezarki 5-osiowej polega na dopasowaniu jej konfiguracji, precyzji i wydajności wrzeciona do konkretnych wymagań materiałowych i celów produkcyjnych. Niezależnie od tego, czy priorytetem jest sztywność dla trudnych stopni, czy uniwersalność dla złożonych geometrii, dopasowanie kluczowych parametrów do wymagań operacyjnych gwarantuje długoterminową wartość. Dla firm dążących do zwiększenia efektywności i dokładności w produkcji części złożonych, inwestycja czasu w ocenę tych cech frezarki 5-osiowej jest krytycznym krokiem na drodze do sukcesu.
Spis treści
-
Zrozumienie frezarka 5-osiowa Technologia i Cor e Zalety
- Czym jest obróbka pięcioosiowa i czym różni się od frezowania trójosiowego?
- Główne korzyści z pięcioosowej obróbki CNC: skrócenie czasu przygotowania i zwiększenie uniwersalności
- Wysokiej jakości wykończenie powierzchni i precyzja przy obróbce skomplikowanych geometrii
- Typowe ograniczenia i wyzwania związane z pięcioosiową obróbką CNC
-
Porównanie frezarka 5-osiowa Konfiguracje i ich wpływ na wydajność
- Konstrukcja stołowa (trunnion-style) vs. konstrukcja z obrotem i pochyleniem (swivel-rotate-style) w pięcioosiowych maszynach
- Głowica wrzecionowa z podwójnym przegubem oraz konfiguracje z pochylną stołem w porównaniu
- Zrozumienie toczenia 3+2 osiowego w porównaniu z frezowaniem ciągłym 5-osiowym
- Wielkość obszaru roboczego, dostępność części oraz sztywność w różnych konfiguracjach
- Ocena Precyzji, Sztywności i Stabilności Termicznej w frezarka 5-osiowa Systemy
- Optymalizacja wydajności wrzeciona i prędkości posuwu dla frezowanie cnc o 5 osiach
- Dopasowanie frezarka 5-osiowa Dostosowanie funkcji do potrzeb produkcji: Przewodnik kupującego