What Causes Chatter in Complex 5-Axis Machining Applications
Introduction: Chatter Is a Major Limitation in Precision Machining
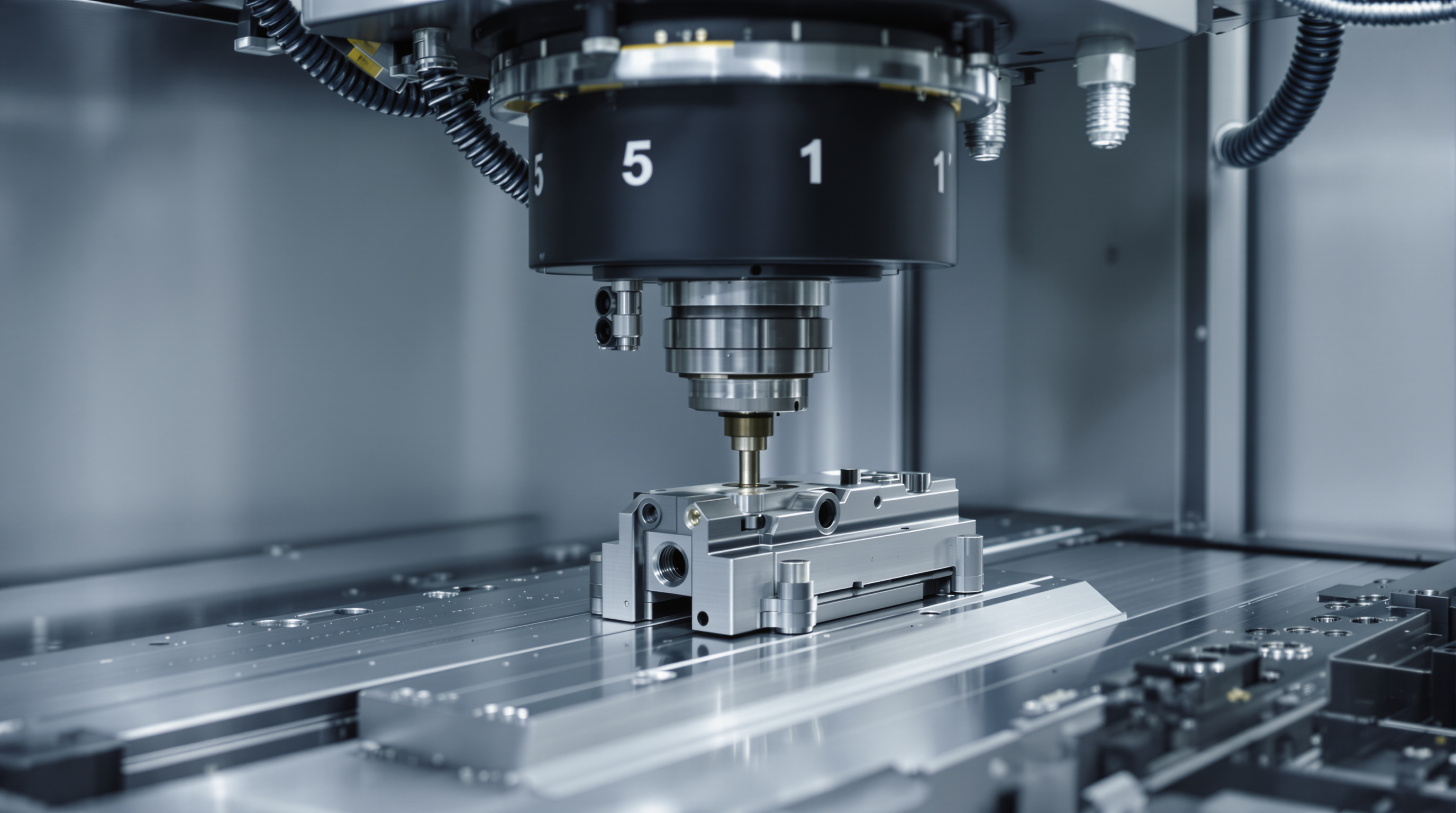
In modern 5-axis CNC machining, achieving stable cutting conditions is essential for maintaining surface quality and consistent micron level machining accuracy.
One of the most common problems in complex machining operations is machining chatter. Chatter introduces vibration into the cutting process, affecting dimensional accuracy, surface finish, and tool life.
In high-end precision CNC machining, chatter is not caused by a single factor. It is usually the result of machine structure behavior, tool dynamics, cutting conditions, and multi-axis motion interacting together under load.
Understanding what causes chatter is critical for improving dynamic stability CNC and maintaining reliable machining performance.
1. What Is Machining Chatter?
Machining chatter is a self-excited vibration that occurs during cutting operations.
Unlike normal cutting vibration, chatter continuously amplifies itself during machining, leading to:
- Poor surface finish
- Increased tool wear
- Noise and instability
- Reduced machining accuracy
In complex 5 axis machining, chatter becomes more severe because cutting forces constantly change during multi-axis movement.
This makes stable machining far more difficult compared to standard 3-axis operations.
2. CNC Machine Rigidity Directly Affects Chatter
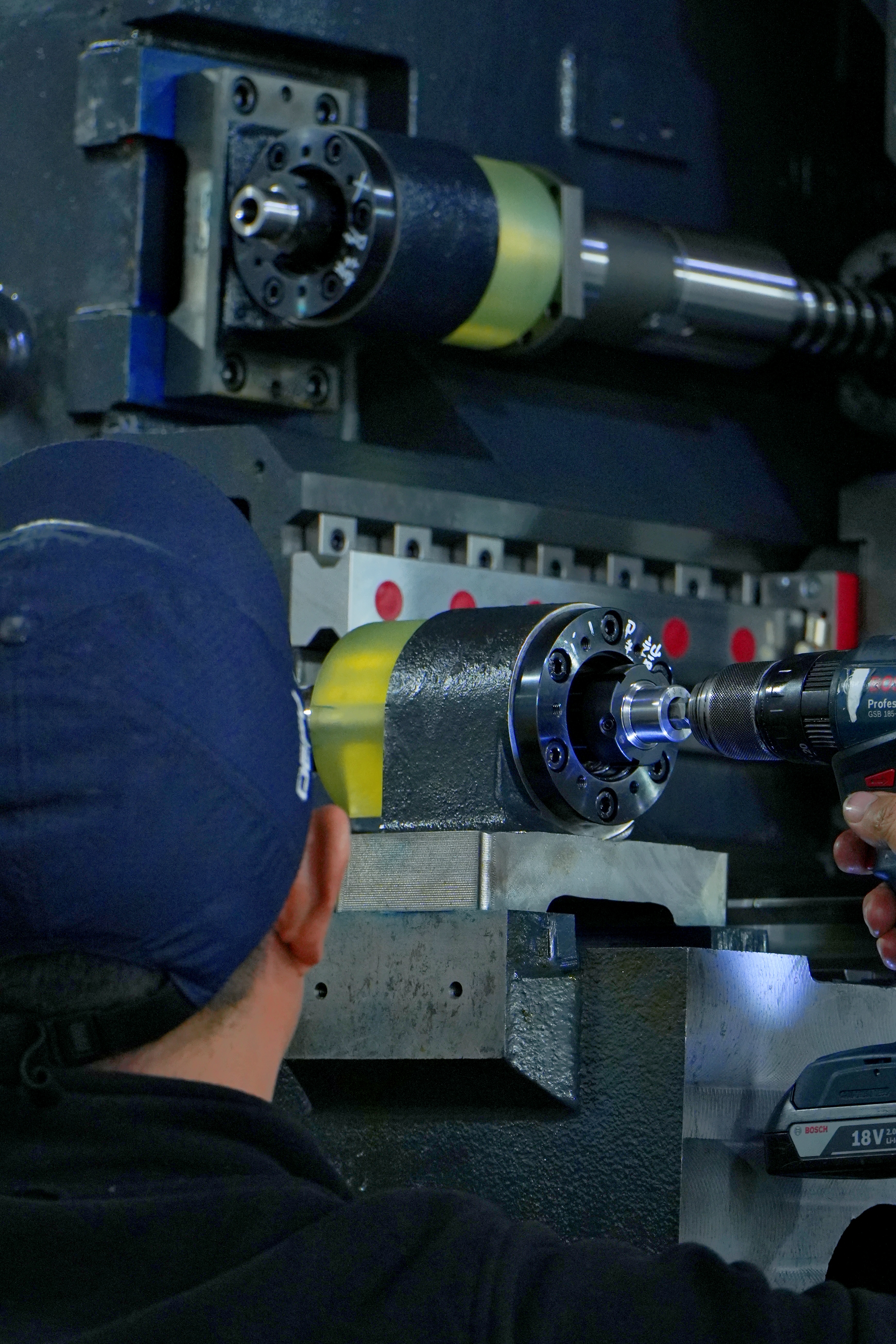
One of the biggest causes of chatter is insufficient CNC machine rigidity.
During cutting, machining forces continuously load the machine structure. If rigidity is weak:
- Structural deformation increases
- Vibration becomes easier to excite
- Tool movement becomes unstable
Strong machine structures reduce vibration transmission and improve overall cutting stability.
This is especially important in high precision machining, where even small structural movement can affect micron level machining consistency.
3. Dynamic Stability CNC Determines Vibration Resistance
While rigidity is important, dynamic stability CNC determines how well the machine handles vibration during motion.
A machine with poor dynamic behavior may experience:
- Resonance
- Harmonic vibration
- Unstable axis motion
Advanced machine tool designs improve dynamic stability CNC through:
- Optimized structural damping
- Balanced moving components
- Stable spindle systems
- Controlled axis acceleration
These factors help improve chatter reduction during aggressive multi-axis cutting operations.
4. Long Tool Reach Increases Chatter Risk
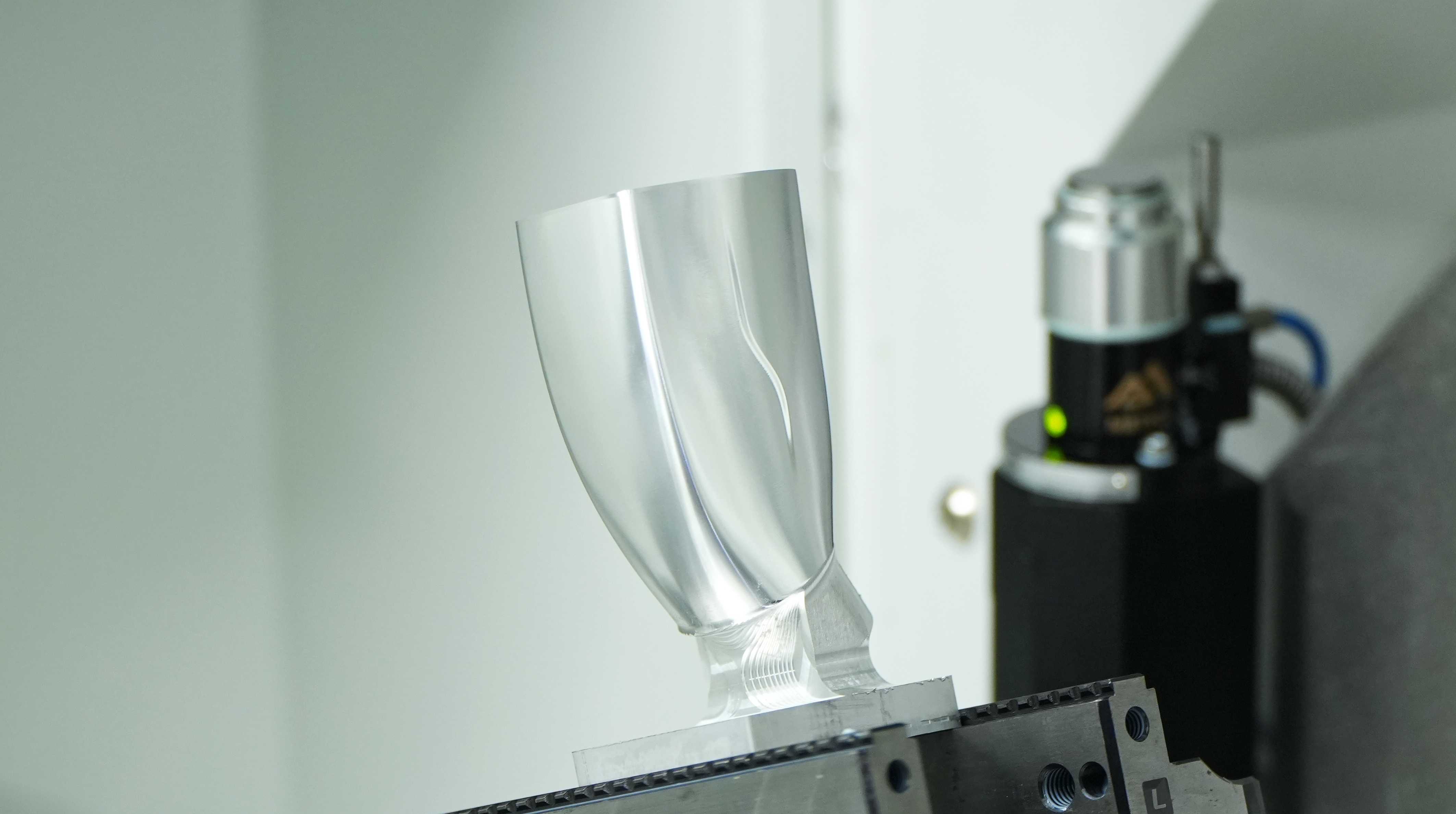
Complex 5-axis cnc machining often requires long tools to reach deep cavities or difficult machining angles.
Long tool overhang creates several challenges:
- Reduced tool stiffness
- Higher vibration sensitivity
- Increased bending force
As tool length increases, machining chatter becomes much easier to generate.
This is particularly common in aerospace blade machining, impeller machining, and deep cavity applications where stable cutting conditions are difficult to maintain.
5. Cutting Parameters Can Trigger Instability
Improper cutting parameters are another major cause of chatter.
In unstable machining conditions:
- Spindle speed may match resonance frequencies
- Excessive cutting depth increases vibration
- Feed rates become inconsistent
Even highly rigid machines can experience chatter if cutting conditions are poorly optimized.
Stable precision CNC machining requires balanced relationships between:
- Spindle speed
- Feed rate
- Tool engagement
- Cutting force
Optimized cutting strategies are essential for effective chatter reduction.
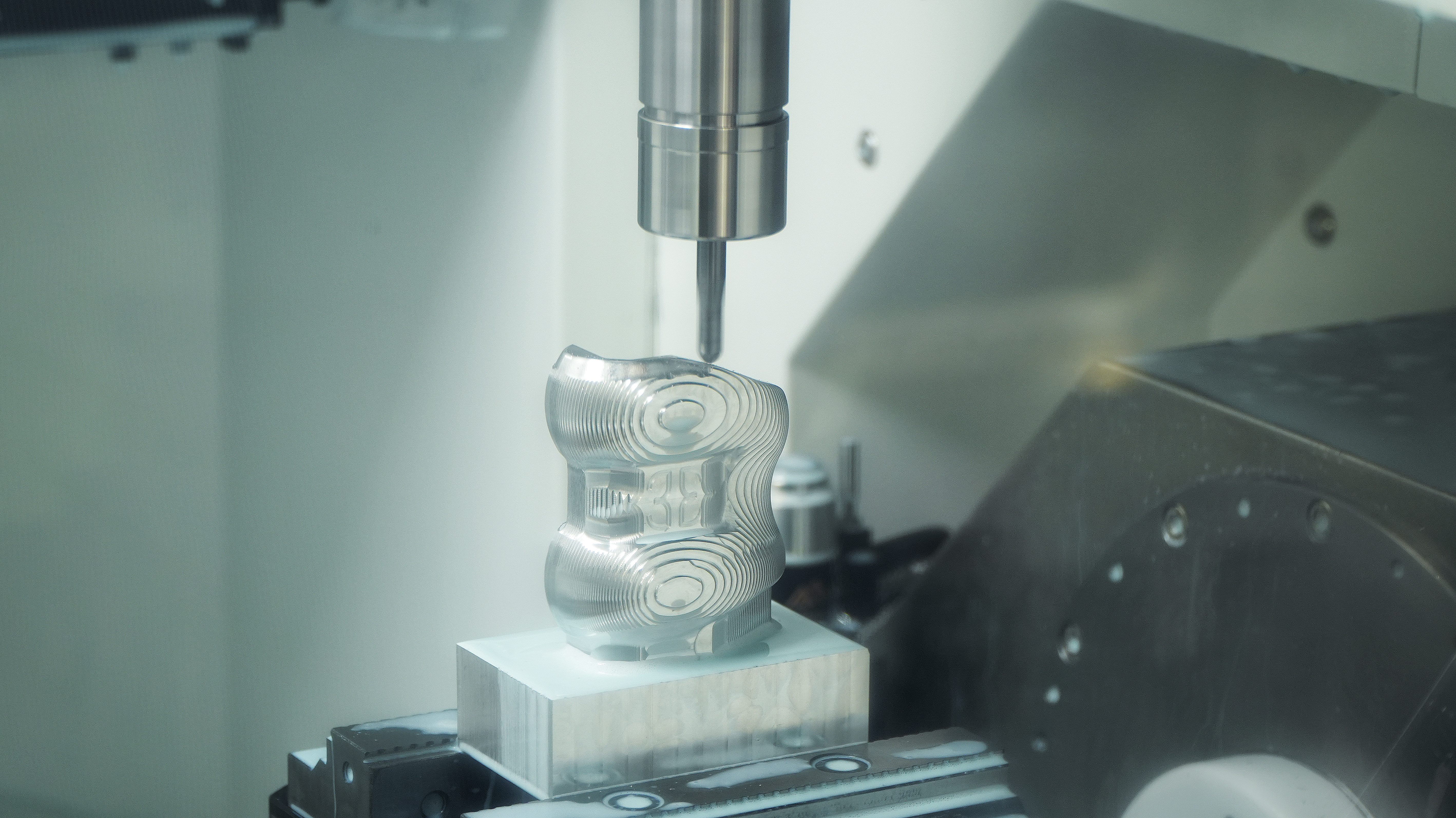
6. Multi-Axis Motion Makes Chatter More Complex
In 5 axis machining, tool orientation changes continuously during machining.
This creates:
- Variable cutting engagement
- Changing force direction
- Constant axis acceleration changes
As a result, vibration behavior becomes much more difficult to predict compared to conventional machining.
Machines with stronger dynamic stability CNC and optimized structural design maintain smoother multi-axis motion, helping reduce vibration during complex toolpaths.
7. Thermal Stability Also Influences Chatter
Long machining cycles generate heat throughout the machine structure and spindle system.
Thermal effects can:
- Alter machine geometry
- Change spindle behavior
- Reduce structural stability
As thermal deformation increases, machining conditions become less stable, increasing the possibility of chatter.
This is why advanced high precision machining systems emphasize both rigidity and thermal stability for long-term machining consistency.
Conclusion: Chatter Reflects Overall Machine Stability
In complex 5-axis CNC machining, chatter is not simply a cutting issue—it reflects the overall stability of the machining system.
Factors such as:
- CNC machine rigidity
- Dynamic stability CNC
- Tool length
- Cutting parameters
- Thermal stability
- Multi-axis motion behavior
all directly influence machining performance.
Reducing chatter is essential for maintaining surface quality, extending tool life, and achieving reliable micron level machining in advanced precision CNC machining applications.
FAQ
1. What causes machining chatter in 5-axis machining?
Machining chatter is caused by unstable vibration generated by cutting forces, machine structure behavior, tool dynamics, and machining conditions.
2. Why is chatter more common in 5-axis machining?
Because multi-axis motion continuously changes cutting direction, tool engagement, and force distribution during machining.
3. How does CNC machine rigidity affect chatter?
Higher rigidity reduces structural deformation and improves vibration resistance during cutting.
4. Can cutting parameters increase chatter?
Yes. Improper spindle speed, feed rate, or cutting depth can trigger unstable vibration conditions.
5. How can manufacturers reduce machining chatter?
By improving machine rigidity, optimizing cutting parameters, increasing damping performance, and maintaining stable machining conditions.