
Kas yra penkių ašių CNC aparatas ir kuo skiriasi nuo tradicinių metodų?
Suprasti sąvoką penkių ašių CNC aparatas
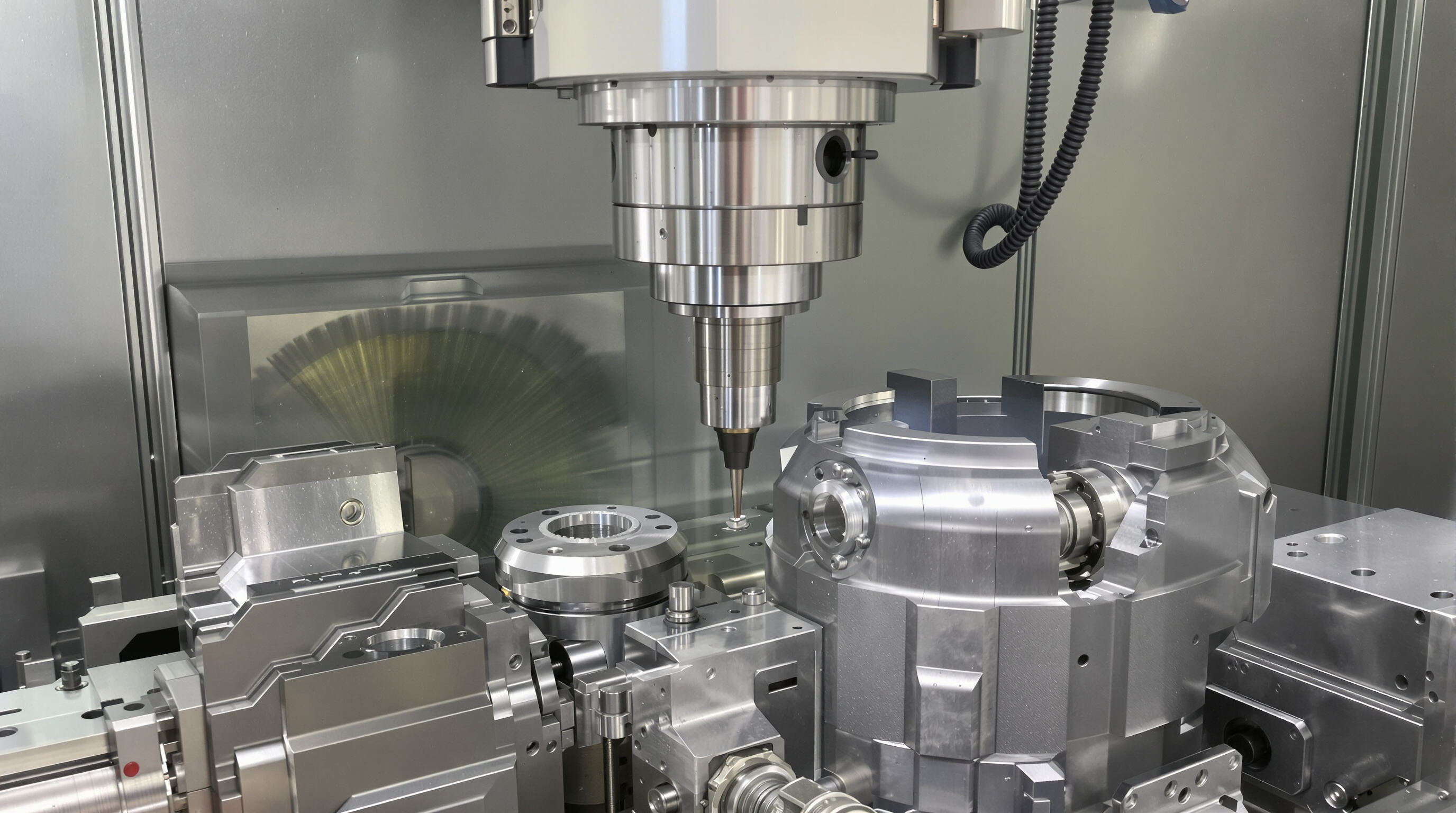
Penkių ašių CNC apdirbimas veikia judant išilgai penkių skirtingų ašių vienu metu – trijų tiesių (X, Y, Z) ir dviejų sukiojimų (A ir B). Tai reiškia, kad pjūklas gali pasiekti kiekvieną darbo gabalo dalį, nereikia sustoti ir rankiniu būdu perkelti dalykų. Nebereikės nuobodžiai keisti padėties, kas sutaupo laiko ir daro viską kur kas tiksliau. Staklės gali išlaikyti labai mažas nuokrypas – iki 0,005 milimetro, todėl jos puikiai tinka sudėtingų detalių gamybai, tokių kaip lėktuvų variklių mentys ar mažyčiai medicininiai įrenginiai, kurie telpa į kūną. Kai prasideda sukiojimo judėjimai, gamintojai gauna visišką prieigą prie įvairių sudėtingų formų ir sunkiai pasiekiamų vietų. Ten, kur pramonėje svarbiausia tikslumas, tokia technologija visiškai pakeitė tai, kas įmanoma gamybos salėje.
Pagrindiniai skirtumai tarp 3 ašių ir 5 ašių CNC staklių
Standartinės 3 ašių mašinos dirba tiesiomis linijomis X, Y ir Z kryptimis, todėl susiduriama su sunkumais apdorojant sudėtingas formas ir elementus skirtingose pusėse, nebent mašina sustabdoma ir keletą kartų perkuriama. Kiekvieną kartą perkėlus šias mašinas į kitą vietą kyla netikslaus pritaikymo rizika, o šis papildomas žingsnis gali užimti 40–70 procentų daugiau laiko, pagal 2023 m. SME pranešimus. Tuo tarpu 5 ašių sistemos turi papildomas sukiojimo ašis, vadinamas A ir B, kurios leidžia įrankiui arba pačiai detalės daliai keisti kampą, tuo pačiu toliau apdirbant medžiagą. Rezultatas? Sudėtingos vidinės erdvės ir pasvirę paviršiai apdirbami be pertraukimų, o gamintojams tai sutaupo apie pusę gamybos laiko, kai gaminami lėktuvų komponentai, kuriems būtina vienu metu pasiekti kelias puses.
Daugiaašių apdirbimo galimybių ir privalumų vystymasis
5 ašių technologijos šaknys siekia 1980-aisiais, kai ji pirmą kartą buvo naudojama aviacijos ir gynybos pramonėje, apdirbant kietus titano komponentus. Tačiau nuo maždaug 2010 m. viskas gerokai pasikeitė dėl geresnių CNC valdymo sistemų ir CAM programinės įrangos tobulinimo. Praktiškai tai reiškia, kad įrenginiai dabar gali judėti išilgai visų penkių ašių vienu metu, o tai tikrai daro įtaką gamybos patalpose. Skaičiai taip pat byloja apie dalį istorijos – įmonės praneša, kad reikia maždaug pusiau mažiau tvirtinimo priemonių, apdirbtos paviršių būna 35 % lygesnių, o įrankiai trunka maždaug 30 % ilgiau, nes jie pjauna geresniais kampais, kaip nurodyta 2022 m. „Journal of Manufacturing Systems“ tyrimuose. Pramonės šakos, kur tikslumas yra svarbiausias – tokios kaip medicinos priemonių, orlaivių komponentų ir energijos įrangos gamyba – šią technologiją priėmė visiškai. Atliekų kiekis daugelyje atvejų sumažėjo daugiau nei ketvirtadaliu, kai buvo pereita prie 5 ašių sistemų.
Penkios ašys paaiškintos: X, Y, Z, A ir B 5 Ašių CNC Įrenginiai
Linijiniai ašys (X, Y, Z) ir jų vaidmuo įrankio pozicionavime
CNC apdirbimo metu ašys X, Y ir Z veikia kartu, kad valdytų pjovimo įrankio judėjimą trijų matavimų erdvėje. Paaiškinime: ašis X atsako už judėjimą iš kairės į dešinę per mašinos stalą, dėl ko galima atlikti tokius darbus kaip paviršiaus frezavimas. Ašis Y atsako už judėjimą nuo priekio į galą ir yra svarbi atlikiant šoninį frezavimą ar lizdų formavimą. Ašis Z atsako už judėjimą aukštyn žemyn, reikalingą gręžiant skyles ar atlikiant išcentrinį gręžimą. Tinkamai veikiant šios trys ašys gali pozicionuoti įrankius tikslumu iki plius arba minus 0,005 milimetrai pagal 2022 metų ISO standartus. Toks tikslumas leidžia gamintojams nuosekliai gaminti detales iškart po kito.
Sukimosi ašys (A ir B) ir jų poveikis detalės orientavimui
Kai kalbama apie mašinos ašis, A-ainė paprastai sukasi arba apie darbo gabalą, arba apie špindelį aplink tai, ką vadiname X-ainės kryptimi. Tuo tarpu B-ainė atsako už sukiojimą aplink Y-ainę. Praktiškai tai reiškia, kad įrankiai gali pasiekti tas sudėtingas sudėtines kryptis be nuolatinio perkėlimo. Paimkime, pavyzdžiui, reaktyvinio variklio gamybą, kur B-ainės 45 laipsnių nuolydis leidžia meistrams gręžti tų pasvirusių skylių turbinos mentelėse su nepaprastu tikslumu. Tikra nauda čia yra atsikratyti visų tų laiko švaistymo rankinių reguliavimų. Gamintojai dabar gali apdirbti sudėtingus išpjūvius ir tas sudėtingas išlenktas formas, kurios anksčiau reikalavo kelių nustatymų ir specializuotos įrangos.
Penkių ašių sinchronizuoto judėjimo kinematika (X, Y, Z, A, B/C ašys)
Realios 5 ašių apdirbimo technologijos veikia sinchronizuojant visas penkias ašis vienu metu – tiek tiesioginį judėjimą, tiek ir sukinį judėjimą, ką leidžia sudėtinga judėjimo valdymo programa. Kai viskas sutampa tinkamai, pjūklės įrankis išlaiko tą patį kampą nuo darbinio gabalo per visą procesą. Tai reiškia, kad medžiaga tolygiai pašalinama net iš sudėtingų formų be tų erzinančių nenuoseklumų, kuriuos kartais pastebime. Praktiškai taikant, iš sunkiai apdirbamo metalo, tokio kaip titanas, naudojamas lėktuvų gamyboje, galima pasiekti paviršiaus apdirbimo kokybę žemiau nei Ra 0,8 mikronų. Tokio lygio rezultatai yra būtent tie, kurių reikalaujamiems pramonės standartai aukštos kokybės komponentams, kai svarbiausia tikslumas.
Kaip įrankio judėjimo trajektorijos ir įrankio orientacijos valdymas padeda tikslumui 5-asis sistemos
Įrankio orientacijos optimizavimas yra pagrindinė 5 ašių sistemų savybė. Reguliuojant įrankio kampą pagal darbinį gabalą:
- Pjūvio jėgos kryptis sutampa su stipriausia įrankio ašimi, sumažinant nukrypimą iki 40%
- Efektyvus pjūvio skersmuo išlieka pastovus ant išlenktų paviršių
- Trumpesni, standesni įrankiai gali būti naudojami esant optimaliems kampams
Šie veiksniai kartu leidžia aukštos tikslumo apdirbti smulkių detalių, tokių kaip 0,2 mm spindulio suapvalinimai ant medicininių implantų, su mikrono tikslumu
Tipai ir konfigūracijos 5 Ašių CNC Įrenginiai : Galva/Galva, stalas/Galva ir stalas/Stalas

Kai kalbama apie penkių ašių apdirbimo centrus, šiuolaikinėje konstrukcijoje iš esmės yra dvi pagrindinės jų kūrimo kryptys. Pirmas variantas – tai vadinamoji stulpelio tipo mašina, kurioje sukasi darbo stalas. Šios mašinos puikiai veikia dėl dėžutės formos dalių, nes suteikia gerą prieigą iš kelių kampų, nors turi tam tikrų apribojimų, kai kalba eina apie svorį, kurį gali išlaikyti. Kitas dažnas konfigūracija vadinama svyravimo ir sukiojimo dizainu. Tokioje konfigūracijoje špindelis turi sukiojimosi ašis, kurios leidžia įrankiams pasiekti įvairias sudėtingas formas, kurios kitaip būtų neįmanomos. Abu tipus vertinga daryti tai, kad jie gali koordinuoti kelias ašis vienu metu. Tai reiškia, kad reikia rečiau sustabdyti ir perkelti dalis, taupant laiką ir pinigus, ypač kai dirbama su sudėtingomis detalėmis, turinčiomis daugybę skirtingų savybių.
Penkių ašių CNC staklių konfigūracijų apžvalga (stulpelio tipo, svyravimo ir sukiojimo tipo)
Trunnion stiliaus mašinos veikia pasukdamos apdirbamą detalę ant pasvirimo stalo apie tai, ką vadiname X ašimi. Tokios konfigūracijos gana gerai tinka dirbti su dėžių formos detalėmis, nes galima lengvai pasiekti kelias jų puses. Tačiau yra viena didelė problema – kai reikia dirbti su didesnėmis ar sunkesnėmis detalėmis, šios mašinos tiesiog nėra sukurtos, kad galėtų veiksmingai išlaikyti tokias apkrovas. Tuo tarpu sukiojamosios rotacinės konfigūracijos viską daro visai kitaip. Vietoje viso stalo judinimo, sukiojimosi ašys integruojamos tiesiogiai į pagrindinį sraigtaverį. Tai leidžia įrankiams kampuotai pozicionuotis nuo plius arba minus 30 laipsnių iki net 120 laipsnių. Tikra šios sistemos privalumas tampa akivaizdus tada, kai reikia dirbti su sudėtingomis laisvos formos paviršių struktūromis, kur ypač svarbu išlaikyti tikslumą. Oro erdvės ir medicinos prietaisų pramonės gamintojai ypač vertina, kad šios mašinos išlaiko labai mažą nukrypimą – iki 0,0001 colio, todėl jos tampa nepakeičiamos ten, kur net menkiausias nukrypimas gali sukelti problemų.
Galva/Galva prieš stalą/Galva prieš stalą/Stalas: našumo ir taikymo kompromisiniai variantai
Galva/Galva konfigūracijose darbinis kūnas lieka vietoje, o visą darbą atlieka špindelis, todėl užtikrinama geresnė stabilumas dirbant su dideliais aviacijos detalėmis. Kitas galimybė – stalas/galva hibridinė konfigūracija, kurioje naudojamas tiek besisukantis stalas, tiek pasviręs špindelis. Ši konfigūracija gerai tinka formų ir medicinos įrangai, nes siūlo gerą balansą tarp gebėjimo apdoroti įvairias formas ir pakankamą talpą. Stalas/Stalas mašinoms viskas sukasi aplink darbinio kūno sukiojimą. Šios konfigūracijos gali būti naudojamos labai detaliai apdirbti įvairius įlenkimus, tačiau bendras darbo plotas yra mažesnis. Rinkdamiesi sistemą gamintojai turėtų įvertinti jų detalių sudėtingumą, gamybos apimtis ir ar jų konstrukcijos reikalauja specialių geometrijų, kurias būtų sunku apdoroti standartinėse konfigūracijose.
| Konfigūracija | Tikslumo stabilumas | Darbo apimtis | Greitis | Optimalūs naudojimo atvejai |
|---|---|---|---|---|
| Galva/Galva | ⭐⭐⭐⭐⭐ | Didelis | Vidmenis | Turbūnų mentės, korpusas |
| Stalas/Galva | ⭐⭐⭐⭐✩ | Vidmenis | Aukštas | Medicininiai implantai, formos |
| Stalas/Stalas | ⭐⭐⭐⭐✩ | Mažas | Mažas | Brangenybės, dantų protezai |
Sudėtingoms formoms, tokioms kaip turbūnų mentės, išlaidų ir kokybės prasme naudingesnis yra tolygus penkių ašių apdirbimas. Paprastesnėms daugiapakopėms detalėms dažnai tinka indeksuojami (3+2) metodai.
Kaip penkių ašių CNC aparatas W orks: Nuo CAD/CAM programavimo iki vykdymo
Kaip veikia 5 ašių CNC mašina: žingsnis po žingsnio analizė
Pradėdami inžinieriai naudoja CAD modeliavimą, kad sukurtų 3D brėžinį bet kokio komponento, kurį reikia pagaminti. Kai šis skaitmeninis modelis yra parengtas, jis įkeliamas į CAM programinę įrangą, kuri jį verčia į konkrečias mašinoms skirtas instrukcijas, įskaitant tuos pačius įrankių judėjimo kelius ir G-kodo komandas. Kitas žingsnis yra pritvirtinti pradinį ruošinį prie sukiojamojo stalo ir pasiruošti reikiamais pjūklais. Kai viskas paleidžiama, šie pažengę sistemos sinchronizuoja tiesiųjų judesių (tokių kaip X, Y, Z ašys) ir sukiojimo judesių (A ir B ašys) koordinavimą, kad būtų galima išdrožti sudėtingas formas be būtinybės keisti įrengimą kelis kartus. Visą laiką veikiant operacijai, jutikliai nuolat tikrina pozicijos tikslumą ir matuoja pjūvio jėgą, kad išlaikytų tikslumą maždaug 0,0005 colio arba geresnį. Toks valdymo lygis reiškia, kad operatoriams dažnai nebėra reikia įsikišti ir atlikti pataisymų.
Indeksuotas (3+2) ir nuolatinis 5 ašių mašinos metodai
| Technika | Judėjimo tipas | Ideali taikymo sritis | Ciklo laiko poveikis |
|---|---|---|---|
| Indeksuotas (3+2) | Sukiojimo ašys užrakintos prieš 3 ašių pjaustymą | Daugiasieniai prizminiai komponentai | 15–20 % greitesnis serijinės gamybos atveju |
| Nuolatinis | Tuo pačiu metu vykstantis 5 ašių judėjimas pjaustant | Organinės formos (pvz., turbinos mentės, medicininiai implantai) | Iki 40 % mažinimo lyginant su keliais įstatymais |
Indeksuotas apdirbimas yra efektyvus detales su diskrečiomis kampinėmis savybėmis, tuo tarpu nuolatinis penkių ašių judėjimas būtinas lygiosioms, sudėtingoms paviršiams, kurie kitaip reikalautų rankinio apdorojimo.
CAD/CAM programinės įrangos vaidmuo programuojant sudėtingas įrankių trajektorijas
CAM programinė įranga tapo būtina 5 ašių programavimo užduotims, susijusioms su sudėtingais skaičiavimais apie įrankio pozicionavimą, įėjimo kampus ir susidūrimų išvengimą per apdirbimo operacijas. Programinės įrangos algoritmai atsižvelgia į koregavimus, reikalingus dėl skirtingų įrankių ilgių, kompensuoja bet kokius poslinkius darbo gabale ir įvertina, kaip faktiškai juda mašinos – tai ypač svarbu susidūrus su sudėtingomis savybėmis, tokiose kaip gilūs kiaurai ar apatinių kraštų apdirbimas. Kai visas šis planavimas atliktas, į darbą įsijungia postprocesoriai, kurie apskaičiuotus maršrutus verčia į konkrečias G-kodo instrukcijas, atitinkančias kiekvieną konkrečią CNC mašiną. Gamintojai, kurie pereino prie tokio skaitmeninio darbo proceso, pagal 2023 metų pabaigos pramonės duomenis, nurodo maždaug 70–75 % mažiau programavimo klaidų lyginant su senesniais rankiniais metodais.
Kada reikalinga nuolatinė 5 ašių funkcija, o kada ji yra pernelyg daug? Praktinės priemonės
Penkių ašių apdirbimas yra itin naudingas, kai reikia susidoroti su sudėtingomis formomis ar kebliais kampais, pavyzdžiui, lėktuvų variklių atramomis ar implantuojamais stuburo srities medicinos prietaisais. Tačiau vertinant paprastesnes dalis, tokias kaip tvirtinimo skliaustai ar korpusai, turintys paprastus statmenis, naudoti indeksuotus 3+2 metodus arba paprastą trijų ašių apdirbimą yra visiškai pakankama. Šie alternatyvūs metodai sumažina programavimo problemas ir paprastai pagreitina darbą maždaug trečdaliu, lyginant su tolydžiuoju penkių ašių apdirbimu. Įmonių savininkams, sveriantiems galimybes, protinga yra įvertinti, ką tikrai reikia gaminti, prieš investuojant į brangią įrangą. Tikrasis pelnas pasirodo tada, kai reikia apdirbti unikalias formas, kur tradiciniai montavimo metodai užtruktų amžinai ir kainuotų milžiniškai.
Privalumai ir taikymas 5 ašių CNC apdirbimas pramonėje
Didesnis tikslumas, paviršiaus kokybė ir sumažintos įrengimo operacijos naudojant 5 ašių mašinas
Kai įrankiai tinkamai liečiasi su apdirbamu paviršiumi pjovimo metu, 5 ašių CNC staklės gali pasiekti paviršiaus apdirbimo kokybę žemiau 16 mikrocolio Ra ir pašalinti erzinančias klaidų kaupimasis, atsirandančias dėl daugkartinio staklių nustatymo. Tikras privalumas? Nustatymo laikas sumažėja nuo 40 iki 60 procentų. Tai daro įtaką tada, kai dirbama su svarbiais komponentais, tokiais kaip turbinos mentės arba medicininiai implantai. Galų gale, paviršiaus kokybė nėra tik estetika – ji tiesiogiai veikia, kaip šie komponentai veikia jų paskirties srityse.
Apdirbti sudėtingas geometrijas ir sudėtingus kontūrus efektyviai
Vienalaikis penkių ašių judėjimas leidžia gaminti labai sudėtingas formas – tokias kaip mentelių ratų mentės, kaulų tinklelės ir injekciniai formų – per vieną operaciją. Ši galimybė sumažina poreikį naudoti kelis komponentus ir surinkimus, sumažinant dalių skaičių iki 30 procentų ir padidinant konstrukcijos patikimumą pašalinant sujungimo vietas.
Pagerinta įrankių naudoto laikas ir gręžimo našumas dėl optimalių įrankių kampų
Kai įrankiai sukasi apie savo ašį, jie liečia medžiagą būtent reikiamu kampu maksimaliam efektyvumui. Tai užtikrina stabilų įrankio ir medžiagos kontaktą šonuose, o ne leidžia jam įsiskverbti į centrą, kur nubrozdinimas vyksta greitai. Dėl to nubrozdinimas tolygiai paskirstomas per pjūklį, todėl šie įrankiai ilgiau tarnauja prieš reikiant keisti. Geriau pašalinami ir drožlės – tai dar viena nauda, nes tai neleidžia susikaupti pernelyg daug šilumos per darbą. Koks šios konfigūracijos privalumas? Gręžtuvai išlaiko tiesius įėjimo taškus net tada, kai dirbama prieš kreivininkas paviršius. Rezultatas? Švaresni pjūviai ir skylės, kurios kiekvieną kartą yra tiksliai išmatuotos, o tai ypač svarbu tikslaus gamybos aplinkose.
Didelė pirminė kaina prieš ilgalaikį pelno grąžinimą: vertinamas investicijų į 5 ašių CNC staklių technologiją
Nors 5 ašių mašinos iš pradžių tikrai kainuoja daugiau, daugelis dirbtuvių pastebi, kad laikui bėgant jos sutaupo lėšų. Paimkime vieną aviacijos pramonės įmonę kaip pavyzdį. Ji sutrumpino sudėtingų detalių apdirbimo laiką nuo 18 valandų iki viso 5 valandų. Tai yra maždaug 70 procentų pagerėjimas. Kai dirbtuvės atsikrato papildomų paruošimo etapų ir nustoja pernelyg pasikliauti rankiniu darbu, jų gamybos sparta žymiai padidėja. Tai reiškia, kad mašinų dirbtuvės gali atlikti sudėtingesnius užsakymus, kurie rinkoje gauna geresnes kainas. Greitesnis atsiperkamasis laikas taip pat padeda greičiau grąžinti pradines investicijas, nei buvo tikimasi.
Kritinės aviacijos, medicinos ir energetikos sektorių aplikacijos
Penkių ašių apdirbimo technologijos revoliucinė prigimtis ypač išsiskiria sektoriuose, kuriuose reglamentai yra griežti, o našumas negali būti aukojamas. Pavyzdžiui, aviacijos įmonės pasikliauja šia technologija gaminant komponentus, tokius kaip sparnų pertvaros ir variklių tvirtinimo detalės, kurioms reikia labai tikslaus matavimo ir be priekaištų aerodinaminių savybių. Medicinos srityje taip pat daug pasiekta dėl šių mašinų. Chirurgai dabar gali gauti pagal užsakymą pagamintas titano stuburo kaukoles ir kaukolės implantus, sukurtus atsižvelgiant į kiekvieno paciento unikalią anatomiją. Ir energijos įmonės nėra paliktos nuošalyje, naudojant penkių ašių CNC aparatas gaminant sudėtingas dalis, tokias kaip turbinų srovėlapius ir siurblių mentes. Viskas tai yra įspūdinga dėl to, kiek laiko ir pinigų sutaupoma dėl darbo proceso patobulinimų. Apsvarstykime širdies veiklos stebėjimo prietaisų pramonę, kur prototipams anksčiau reikėdavo 15 skirtingų surengimo etapų, o dabar jų reikia tik 3. Toks sumažinimas sumažina tiek gamybos laiką, tiek klaidų atsiradimo galimybes gamybos metu.
Turinio lentelė
- Kas yra penkių ašių CNC aparatas ir kuo skiriasi nuo tradicinių metodų?
- Penkios ašys paaiškintos: X, Y, Z, A ir B 5 Ašių CNC Įrenginiai
- Linijiniai ašys (X, Y, Z) ir jų vaidmuo įrankio pozicionavime
- Sukimosi ašys (A ir B) ir jų poveikis detalės orientavimui
- Penkių ašių sinchronizuoto judėjimo kinematika (X, Y, Z, A, B/C ašys)
- Kaip įrankio judėjimo trajektorijos ir įrankio orientacijos valdymas padeda tikslumui 5-asis sistemos
- Tipai ir konfigūracijos 5 Ašių CNC Įrenginiai : Galva/Galva, stalas/Galva ir stalas/Stalas
- Kaip penkių ašių CNC aparatas W orks: Nuo CAD/CAM programavimo iki vykdymo
-
Privalumai ir taikymas 5 ašių CNC apdirbimas pramonėje
- Didesnis tikslumas, paviršiaus kokybė ir sumažintos įrengimo operacijos naudojant 5 ašių mašinas
- Apdirbti sudėtingas geometrijas ir sudėtingus kontūrus efektyviai
- Pagerinta įrankių naudoto laikas ir gręžimo našumas dėl optimalių įrankių kampų
- Didelė pirminė kaina prieš ilgalaikį pelno grąžinimą: vertinamas investicijų į 5 ašių CNC staklių technologiją
- Kritinės aviacijos, medicinos ir energetikos sektorių aplikacijos