
क्या है 5 axis cnc machine और यह पारंपरिक तरीकों से कैसे अलग है?
अवधारणा को समझना 5 axis cnc machine
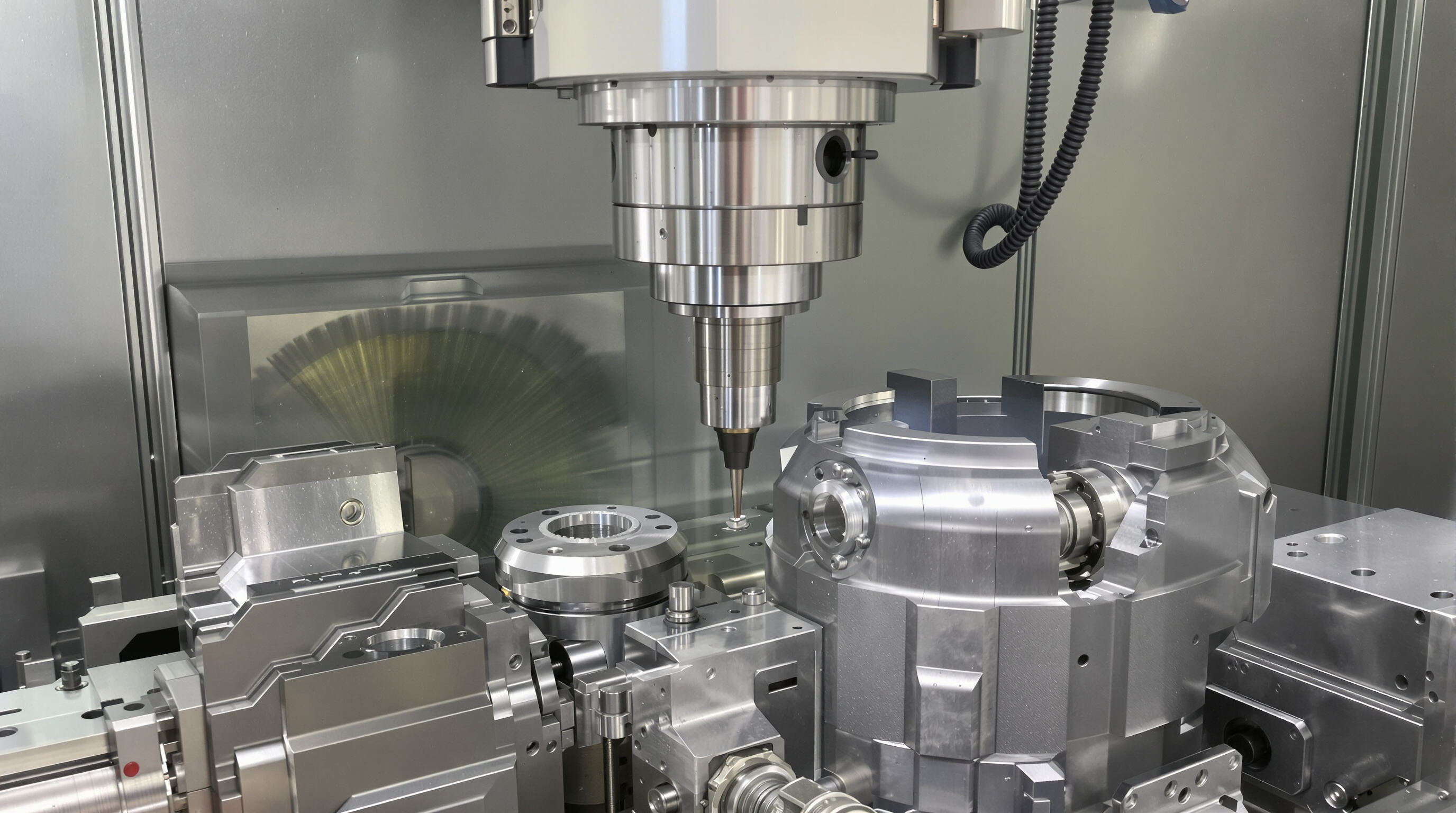
पांच-अक्षीय सीएनसी मशीनिंग एक साथ पांच अलग-अलग अक्षों (एक्स, वाई, जेड) के साथ-साथ तीन सीधी रेखाओं और दो घूर्णन (ए और बी) के साथ काम करती है। इसका मतलब है कि काटने वाला उपकरण मैन्युअल रूप से चीजों को रोककर और स्थानांतरित किए बिना कार्यक्षेत्र के हर हिस्से तक पहुंच सकता है। अब कोई झंझट भरा पुनःस्थापन आवश्यकता नहीं है, जो समय बचाता है और हर चीज को काफी सटीक बनाता है। मशीनें लगभग 0.005 मिलीमीटर तक की बहुत कम सहनशीलता को बनाए रख सकती हैं, इसलिए ये हवाई जहाज के इंजन के ब्लेड या शरीर के अंदर फिट होने वाले छोटे चिकित्सा उपकरणों जैसे जटिल भागों को बनाने के लिए बहुत अच्छी हैं। जब ये घूर्णन गतियां काम में आती हैं, तो निर्माताओं को मुश्किल आकृतियों और पहुंचने में कठिन स्थानों तक पूर्ण पहुंच प्राप्त होती है। उन उद्योगों के लिए जहां सटीकता सबसे महत्वपूर्ण है, यह प्रौद्योगिकी कारखाने के क्षेत्र में संभव क्या है, इसे पूरी तरह से बदल चुकी है।
3-अक्ष और 5-अक्ष सीएनसी मशीन के बीच मुख्य अंतर
मानक 3-अक्ष मशीनें X, Y और Z दिशाओं में सीधी रेखाओं पर काम करती हैं, जिससे उन्हें अलग-अलग तरफ बने जटिल आकारों और विशेषताओं से निपटने में परेशानी होती है, जब तक कि वे रुककर कई बार फिर से स्थापित नहीं हो जातीं। जब भी इन मशीनों को स्थिति में लाने के लिए खिसकाया जाता है, तो असंरेखण की समस्या का खतरा रहता है और यह अतिरिक्त कदम उद्योग की 2023 में SME द्वारा प्रकाशित रिपोर्टों के अनुसार 40 से 70 प्रतिशत तक अधिक समय ले सकता है। दूसरी ओर, 5-अक्ष प्रणालियों में A और B नामक अतिरिक्त घूर्णन अक्ष जुड़ जाते हैं, जो या तो उपकरण या भाग के कोण को बदलने देते हैं, जबकि वे सामग्री काटते रहते हैं। परिणाम? जटिल आंतरिक स्थानों और कोणीय सतहों वाले भागों को बिना रुके तैयार किया जा सकता है, जिससे विमान घटकों के उत्पादन में लगने वाले समय में लगभग आधा हिस्सा बचाया जा सकता है, जहां एक समय में कई तरफ तक पहुंचना आवश्यक होता है।
मल्टी-अक्ष मशीनिंग क्षमताओं और लाभों का विकास
5-अक्ष तकनीक की जड़ें 1980 के दशक में वापस जाती हैं जब इसका उपयोग पहली बार एयरोस्पेस और रक्षा कार्यों में ठोस टाइटेनियम घटकों की मशीनिंग के लिए किया गया था। हालांकि, 2010 के आसपास से, सीएनसी नियंत्रणों में सुधार और सीएएम सॉफ्टवेयर में सुधार के कारण काफी बदलाव आया है। इसका व्यावहारिक अर्थ यह है कि मशीनें अब एक साथ सभी पांच अक्षों के साथ चल सकती हैं, जो वर्कशॉप फर्श पर वास्तविक अंतर बनाती हैं। संख्याएं भी कहानी का एक हिस्सा बताती हैं - दुकानों की रिपोर्ट के अनुसार लगभग आधे फिक्सचर की आवश्यकता होती है, सतहों को 35% समग्र चिकनी समाप्त कर दिया जाता है, और उपकरण लगभग 30% अधिक समय तक चलते हैं क्योंकि वे बेहतर कोणों पर काटते हैं जो 2022 में जर्नल ऑफ़ मैन्युफैक्चरिंग सिस्टम से शोध के अनुसार हैं। सटीकता सबसे ज्यादा मायने रखने वाले उद्योगों जैसे मेडिकल डिवाइस, विमान घटकों और ऊर्जा उपकरण निर्माण में इस तकनीक को पूरी तरह से अपनाया गया है। कई मामलों में 5-अक्ष प्रणालियों में स्विच करने के बाद अकेले स्क्रैप दर में 25% से अधिक की गिरावट आई है।
पांच अक्षों की व्याख्या: X, Y, Z, A, और B में 5 अक्ष सीएनसी मशीनें
रैखिक अक्ष (X, Y, Z) और उनकी टूल स्थिति निर्धारण में भूमिका
सीएनसी मशीनिंग में, X, Y और Z अक्ष एक साथ काम करके तीन आयामी स्थान में काटने वाले टूल के संचलन को नियंत्रित करते हैं। आइए इसे विस्तार से समझें: X अक्ष मशीन टेबल पर बाएं से दाएं गति को संभालता है, जिससे फेस मिलिंग जैसी क्रियाएं संभव होती हैं। Y अक्ष पर बात करें तो यह मशीन के सामने से पीछे की स्थिति निर्धारण के लिए उत्तरदायी है और जब साइड मिलिंग या स्लॉट बनाने की बात आती है, तो यह बहुत महत्वपूर्ण होता है। फिर Z अक्ष की बारी आती है, जो छेद ड्रिल करने और बोरिंग ऑपरेशन के लिए आवश्यक ऊपर और नीचे की गति के लिए उत्तरदायी है। जब ये तीनों अक्ष ठीक से काम करते हैं, तो वे टूल को 2022 के ISO मानकों के अनुसार प्लस या माइनस 0.005 मिलीमीटर के भीतर स्थिति निर्धारित कर सकते हैं। यह सटीकता का स्तर ही निर्माताओं को लगातार समय-समय पर भागों का उत्पादन करने में सक्षम बनाता है।
घूर्णन अक्ष (A और B) और उनका कार्य-वस्तु अभिविन्यास पर प्रभाव
मशीन अक्षों की बात करते समय, ए-अक्ष मूल रूप से या तो कार्यक्षेत्र (वर्कपीस) या स्पिंडल को हमारे द्वारा एक्स-अक्ष दिशा कहे जाने वाले स्थान पर घुमाता है। इसी तरह, बी-अक्ष वाई-अक्ष के साथ घूर्णन को संभालता है। इसका व्यावहारिक अर्थ यह है कि उपकरण उन कठिन संयुक्त कोणों में पहुंच सकते हैं बिना निरंतर पुनः स्थापना की आवश्यकता के। जेट इंजन निर्माण के उदाहरण को लें, जहां बी-अक्ष पर 45 डिग्री का झुकाव टर्बाइन वेन में उन झुके हुए छेदों को बहुत सटीकता के साथ ड्रिल करने की अनुमति देता है। यहां वास्तविक लाभ उन सभी समय लेने वाले मैनुअल समायोजनों को हटाने में है। निर्माता अब उन जटिल अंडरकट्स और उन कठिन घुमावदार आकृतियों को मशीन कर सकते हैं जिनके लिए पहले कई स्थापनाओं और विशेष उपकरणों की आवश्यकता होती थी।
फाइव-एक्सिस सिंक्रोनाइज्ड मोशन की काइनेमेटिक्स (X, Y, Z, A, B/C एक्सिस)
वास्तविक 5-अक्ष मशीनिंग एक साथ सभी पांच अक्षों को समन्वित करके काम करती है—रैखिक गति और घूर्णन दोनों, जो विकसित गति नियंत्रण सॉफ्टवेयर के माध्यम से संभव है। जब सब कुछ ठीक से संरेखित होता है, तो काटने वाला उपकरण पूरे प्रक्रिया के दौरान कार्यकर्ता के सापेक्ष एक ही कोण पर बना रहता है। इसका अर्थ है कि जटिल आकृतियों में समान रूप से सामग्री को हटाया जाता है, कभी-कभी दिखाई देने वाली उन अनियमितताओं के बिना। वास्तविक अनुप्रयोगों के लिए, विमान निर्माण में उपयोग किए जाने वाले कठिन सामग्री जैसे टाइटेनियम से बने भागों को Ra 0.8 माइक्रॉन से कम की सतह समाप्ति प्राप्त कर सकते हैं। यही वे परिणाम उद्योग मानकों की मांग के अनुरूप हैं जहां सटीकता सबसे अधिक महत्वपूर्ण है।
उपकरण पथ और उपकरण अभिविन्यास नियंत्रण कैसे सटीकता में सुधार करता है 5-अक्ष प्रणाली
5-अक्ष प्रणालियों की परिभाषित करने वाली विशेषता उपकरण के अभिविन्यास को अनुकूलित करना है। कार्यकर्ता के सापेक्ष उपकरण के कोण को समायोजित करके:
- काटने के बल उपकरण की सबसे मजबूत अक्ष के साथ संरेखित होते हैं, जिससे 40% तक विक्षेपण कम हो जाता है
- वक्र सतहों पर प्रभावी कटिंग व्यास स्थिर रहता है
- अनुकूल कोणों पर छोटे, अधिक कठोर उपकरणों का उपयोग किया जा सकता है
ये कारक सम्मिलित रूप से उच्च-परिशुद्धता वाले मशीनीकरण को सक्षम बनाते हैं, जैसे चिकित्सा प्रत्यारोपणों पर 0.2 मिमी त्रिज्या वाले फिलेट्स को उप-माइक्रॉन पुनरावृत्ति के साथ।
प्रकार एवं विन्यास 5 अक्ष सीएनसी मशीनें : हेड/हेड, टेबल/हेड और टेबल/टेबल

पांच अक्ष मशीनिंग सेंटर्स की बात आने पर, आजकल उनके निर्माण की मूल रूप से दो मुख्य विधियां हैं। पहला विकल्प वह है जिसे ट्रनियन शैली की मशीन कहा जाता है, जहां कार्य टेबल घूमती है। ये मशीनें बॉक्सी भागों के लिए बहुत अच्छी तरह से काम करती हैं क्योंकि वे कई कोणों से अच्छी पहुंच प्रदान करती हैं, हालांकि भार सहन करने की उनकी क्षमता कुछ सीमाओं तक सीमित होती है। दूसरी सामान्य व्यवस्था को स्विवल रोटेट डिज़ाइन के रूप में जाना जाता है। इस कॉन्फ़िगरेशन के साथ, स्पिंडल में स्वयं घूर्णन अक्ष होते हैं जो उपकरणों को अन्यथा असंभव जटिल आकृतियों में प्रवेश करने की अनुमति देते हैं। दोनों प्रकारों को मूल्यवान बनाने वाली बात यह है कि वे संचालन के दौरान कई अक्षों को एक साथ समन्वित करने में सक्षम हैं। इसका अर्थ है कि कम बार भागों को रोककर और पुनः स्थित करने की आवश्यकता होती है, जो विशेष रूप से जटिल घटकों पर काम करते समय समय और धन बचाता है जिनमें बहुत सारी विभिन्न विशेषताएं होती हैं।
5-अक्ष सीएनसी मशीन विन्यासों का अवलोकन (ट्रनियन शैली, स्विवल रोटेट शैली)
ट्रनियन शैली की मशीनें X अक्ष के चारों ओर झुकने वाली मेज पर कार्यकारी भाग को घुमाकर काम करती हैं। ये सेटअप बॉक्स आकार के भागों के साथ काम करने के लिए काफी उपयुक्त हैं, क्योंकि इनके माध्यम से आसानी से कई पक्षों तक पहुंचा जा सकता है। लेकिन इसकी एक बड़ी कमी है - जब बात बड़े या भारी भागों के संचालन की आती है, तो ये मशीनें उस तरह के भार को प्रभावी ढंग से संभालने के लिए बनी नहीं हैं। अब स्विवल रोटेट कॉन्फ़िगरेशन इसके लिए पूरी तरह से अलग दृष्टिकोण अपनाते हैं। मेज को पूरी तरह से घुमाने के बजाय, घूर्णन अक्ष को स्पिंडल हेड में ही एकीकृत कर दिया जाता है। यह उपकरणों को प्लस या माइनस 30 डिग्री से लेकर 120 डिग्री तक के कोणों पर स्थिति लेने में सक्षम बनाता है। यहां वास्तविक लाभ तब स्पष्ट होता है जब जटिल मुक्त आकृतियों (फ्रीफॉर्म सर्फेस) के साथ काम करना होता है, जहां सटीकता सबसे अधिक महत्वपूर्ण होती है। विमानन और चिकित्सा उपकरण क्षेत्रों में काम करने वाले निर्माता विशेष रूप से इस बात की सराहना करते हैं कि ये मशीनें लगभग 0.0001 इंच के विचलन तक के लिए अत्यंत कसे हुए सहिष्णुता स्तर को बनाए रखती हैं, जो उन्हें महत्वपूर्ण अनुप्रयोगों के लिए अनिवार्य बनाती हैं, जहां तक छोटे विचलन भी समस्याग्रस्त हो सकते हैं।
हेड/हेड बनाम टेबल/हेड बनाम टेबल/टेबल: प्रदर्शन एवं अनुप्रयोग में व्यापार के लाभ और समझौता
हेड/हेड विन्यास में, स्पिंडल घूमता है जबकि कार्य-वस्तु स्थिर रहती है, जिससे बड़े एयरोस्पेस भागों पर काम करते समय अधिक स्थिरता मिलती है। फिर टेबल/हेड संकरित विधि होती है, जहां हमें घूमने वाला टेबल और झुकने वाला स्पिंडल दोनों मिलते हैं। यह व्यवस्था सांचों (मोल्ड्स) और चिकित्सा उपकरणों जैसी चीजों के लिए काफी अच्छी होती है क्योंकि यह विभिन्न आकृतियों को संभालने की क्षमता और पर्याप्त क्षमता दोनों प्रदान करती है। टेबल/टेबल मशीनों के लिए, सब कुछ वास्तविक कार्य-वस्तु को घुमाने के चारों ओर केंद्रित होता है। ये बहुत विस्तृत अंडरकट्स बना सकती हैं लेकिन छोटे कार्यक्षेत्र के आयामों के साथ आती हैं। जब यह निर्णय लेना होता है कि कौन सी प्रणाली अपनाई जाए, तो निर्माताओं को यह सोचना होता है कि उनके भाग कितने जटिल हैं, वे किस प्रकार के उत्पादन मात्रा के साथ काम कर रहे हैं, और क्या उनके डिज़ाइन विशेष ज्यामिति की आवश्यकता रखते हैं जिन्हें मानक व्यवस्था संभाल नहीं पाएगी।
| कॉन्फ़िगरेशन | सटीकता स्थिरता | कार्य क्षेत्र | गति | अधिकतम उपयोग के मामले |
|---|---|---|---|---|
| सिर/सिर | ⭐⭐⭐⭐⭐ | बड़ा | माध्यम | टर्बाइन ब्लेड, प्रणोदक |
| मेज/सिर | ⭐⭐⭐⭐✩ | माध्यम | उच्च | चिकित्सा प्रत्यारोपण, साँचे |
| मेज/मेज | ⭐⭐⭐⭐✩ | छोटा | कम | आभूषण, दंत प्रत्यास्थता |
टर्बाइन ब्लेड जैसे अत्यधिक जटिल आकारों के लिए, निरंतर पांच-अक्ष मशीनिंग लागत और गुणवत्ता में लाभ प्रदान करती है। सरल बहुमुखी भागों के लिए, सूचकांकित (3+2) विधियाँ प्रायः पर्याप्त होती हैं।
कैसे 5 axis cnc machine डब्ल्यू ऑर्क्स: सीएडी/सीएएम प्रोग्रामिंग से लेकर कार्यान्वयन तक
5 अक्षीय सीएनसी मशीन कैसे काम करती है: एक चरण-दर-चरण विवरण
आरंभ में, इंजीनियर जिस भी घटक को बनाना होता है, उसका 3डी ब्लूप्रिंट बनाने के लिए सीएडी मॉडलिंग का उपयोग करते हैं। एक बार यह डिजिटल मॉडल तैयार हो जाता है, तो इसे सीएएम सॉफ्टवेयर में भेजा जाता है, जो इसे मशीनों के लिए विशिष्ट निर्देशों में अनुवादित करता है, जिसमें उपकरणों के पथ (टूलपाथ) और जी-कोड आदि शामिल होते हैं। अगला चरण कच्चे माल को घूर्णन मंच (रोटरी टेबल) पर सुरक्षित करने और सही काटने वाले उपकरणों को लोड करने का होता है। जब सब कुछ चलना शुरू कर देता है, तो ये उन्नत तंत्र सीधी रेखा में गति (जैसे एक्स, वाई, जेड अक्ष) के साथ-साथ घूर्णन गति (ए और बी अक्ष) को समन्वित करते हैं, ताकि बिना कई सेटअप की आवश्यकता के जटिल आकृतियों को उकेरा जा सके। संचालन के दौरान सेंसर लगातार स्थिति की सटीकता की जांच करते हैं और काटने के बल के स्तर को मापते हैं, ताकि लगभग 0.0005 इंच सहनशीलता या उससे बेहतर रखा जा सके। नियंत्रण का यह स्तर इतना अच्छा होता है कि ऑपरेटरों को अब अक्सर दखल देने या समायोजन करने की आवश्यकता नहीं होती।
सूचकांकित (3+2) बनाम निरंतर 5 अक्षीय मशीन तकनीकें
| तकनीक | गति प्रकार | आदर्श अनुप्रयोग | चक्र समय पर प्रभाव |
|---|---|---|---|
| अनुक्रमित (3+2) | 3-अक्ष कटिंग से पहले घूर्णन अक्ष लॉक हो जाते हैं | बहुमुखी प्रिज्मैटिक भाग | बैच उत्पादन के लिए 15-20% तेज़ |
| निरंतर | कटिंग के दौरान समकालिक 5-अक्ष गति | जैविक कॉन्टूर (उदाहरण के लिए, टर्बाइन ब्लेड, मेडिकल इम्प्लांट) | कई सेटअप की तुलना में 40% तक कमी |
अनुक्रमित मशीनिंग अलग-अलग कोणीय विशेषताओं वाले भागों के लिए कुशल है, जबकि उन चिकनी, जटिल सतहों के लिए निरंतर पांच-अक्ष गति आवश्यक है जिनके लिए हाथ से परिष्करण की आवश्यकता होगी।
जटिल टूल पथ को प्रोग्राम करने में CAD/CAM सॉफ़्टवेयर की भूमिका
CAM सॉफ़्टवेयर 5-अक्षीय प्रोग्रामिंग कार्यों के लिए आवश्यक बन गया है, जो टूल पोजीशनिंग, प्रवेश कोणों और मशीनिंग ऑपरेशन के दौरान टकराव से बचने से संबंधित जटिल गणनाओं को संभालता है। सॉफ़्टवेयर के एल्गोरिदम विभिन्न टूल लंबाई के लिए आवश्यक समायोजनों का ध्यान रखते हैं, कार्यक्षेत्र में किसी भी स्थानांतरण की भरपाई करते हैं और यह ध्यान रखते हैं कि मशीनें वास्तव में कैसे चलती हैं - यह बात गहरे पॉकेट्स या अंडरकट क्षेत्रों जैसी जटिल विशेषताओं के साथ काम करने पर बहुत महत्वपूर्ण होती है। एक बार इस योजना के सभी चरण पूरे हो जाने के बाद, पोस्ट-प्रोसेसर्स काम में आते हैं, जो गणना किए गए पथों को विशिष्ट G-कोड निर्देशों में अनुवादित करते हैं जो प्रत्येक विशेष CNC मशीन द्वारा संसाधित की जा सकती हैं। निर्माता जिन्होंने इस तरह के डिजिटल कार्यप्रवाह में स्विच किया है, उन्होंने पुरानी मैनुअल विधियों की तुलना में प्रोग्रामिंग में लगभग 70-75% की गलतियों में कमी देखी है, यह आंकड़ा 2023 के अंत से प्राप्त उद्योग के आंकड़ों के अनुसार है।
लगातार 5-अक्षीय कब आवश्यक है बनाम अतिस्पर्धा? व्यावहारिक मानदंड
पांच अक्ष मशीनिंग वास्तव में तब उत्कृष्ट प्रदर्शन करती है जब जटिल आकृतियों या मुश्किल कोणों का सामना करना पड़ता है, उदाहरण के लिए विमान इंजन समर्थन या रीढ़ में प्रत्यारोपित चिकित्सा उपकरणों के बारे में सोचें। लेकिन सीधे कोणों वाले आसान भागों जैसे माउंटिंग ब्रैकेट या हाउसिंग यूनिट्स की स्थिति में, इंडेक्स किए गए 3+2 तकनीकों या केवल सामान्य तीन अक्ष मशीनिंग के साथ काम चलाया जा सकता है। ये वैकल्पिक दृष्टिकोण प्रोग्रामिंग से जुड़ी परेशानियों को कम कर देते हैं और लगभग एक तिहाई तेजी से काम पूरा करते हैं जबकि निरंतर पांच अक्ष मशीनिंग की तुलना में। संयंत्र मालिकों के लिए अपने विकल्पों का मूल्यांकन करना तर्कसंगत है कि वास्तव में क्या बनाने की आवश्यकता है, इससे पहले कि महंगे उपकरणों की खरीदारी पर जाया जाए। वास्तविक लाभ उन विशिष्ट आकार वाली वस्तुओं से होता है जहां पारंपरिक सेटअप विधियां असीमित समय लेती हैं और बहुत महंगी होती हैं।
लाभ और अनुप्रयोग 5 अक्ष सीएनसी मशीनिंग उद्योग में
5-अक्ष मशीनों के साथ बेहतर सटीकता, सतह परिष्करण और कम सेटअप
जब कटिंग ऑपरेशंस के दौरान उपकरण उचित रूप से शामिल रहते हैं, तो 5-एक्सिस सीएनसी मशीनें 16 माइक्रो इंच Ra से नीचे की सतह खत्म कर सकती हैं और बार-बार सेटअप करने से होने वाली परेशान करने वाली त्रुटि संचय को खत्म कर सकती हैं। असली बात? सेटअप समय में 40 से 60 प्रतिशत तक की कमी आती है। यह उन भागों पर काम करते समय बहुत फर्क पड़ता है जो वास्तव में मायने रखते हैं, जैसे टर्बाइन ब्लेड या मेडिकल इम्प्लांट। अंत में, सतह की गुणवत्ता सिर्फ दिखने के लिए नहीं होती है-यह वास्तव में इन घटकों के प्रदर्शन को उनके निर्धारित अनुप्रयोगों में प्रभावित करता है।
जटिल ज्यामिति और जटिल समूहों की मशीनिंग करना
एक साथ पांच-अक्ष गति के माध्यम से अत्यधिक जटिल आकृतियों को उत्पन्न करना संभव हो जाता है-जैसे कि इम्पेलर ब्लेड, अस्थि स्कैफ़ोल्ड, और इंजेक्शन मोल्ड, एक ही ऑपरेशन में। यह क्षमता कई घटकों और असेंबली की आवश्यकता को कम कर देती है, भागों की संख्या में 30% तक की कमी लाती है और जोड़ों के इंटरफेस को खत्म करके संरचनात्मक विश्वसनीयता में सुधार करती है।
इष्टतम टूल कोणों के माध्यम से उपकरण जीवन और ड्रिलिंग दक्षता में सुधार
जब उपकरण अपनी धुरी पर घूमते हैं, तो वे अधिकतम प्रभावशीलता के लिए सामग्री से सही कोण पर टकराते हैं। यह उपकरण और सामग्री के बीच स्थिर संपर्क को किनारों के साथ बनाए रखता है, बजाय इसके कि यह केंद्र में घुस जाए जहां पहनने की दर तेज होती है। कटिंग एज पर पहनने का समान रूप से फैलना इस बात की गवाही देता है कि ये उपकरण बदले जाने से पहले अधिक समय तक चलते हैं। बेहतर चिप निकासी एक और लाभ है क्योंकि यह संचालन के दौरान अत्यधिक गर्मी निर्माण को रोकता है। इस सेटअप के बारे में क्या अच्छा है? यह घुमावदार सतहों के खिलाफ काम करते समय भी सीधे प्रवेश बिंदुओं को बनाए रखता है। परिणाम? सटीक विनिर्माण वातावरण में महत्वपूर्ण साफ कट और छेद जो हर बार सही माप के होते हैं।
लंबे समय के आरओआई के मुकाबले उच्च प्रारंभिक लागत: 5 अक्ष सीएनसी मशीन तकनीशियन प्रौद्योगिकी में निवेश का मूल्यांकन करना
जबकि 5 अक्ष मशीनों की शुरुआती लागत निश्चित रूप से अधिक होती है, अधिकांश दुकानों को पता चलता है कि समय के साथ वे पैसे बचाती हैं। इस एक एयरोस्पेस कंपनी को उदाहरण के रूप में लें। उन्होंने कुछ बहुत ही जटिल पुर्जों की मशीनीकरण समय को 18 घंटे से घटाकर कुल मिलाकर केवल 5 घंटे कर दिया। यह वहां पर लगभग 70 प्रतिशत सुधार है। जब दुकानों अतिरिक्त सेटअप चरणों से छुटकारा पाते हैं और मैनुअल श्रम पर अत्यधिक निर्भरता बंद कर देते हैं, तो उनके उत्पादन की गति बहुत अधिक बढ़ जाती है। इसका अर्थ है कि मशीन शॉप अधिक जटिल नौकरियों को संभाल सकते हैं जो वास्तव में बाजार में बेहतर कीमतें प्राप्त करते हैं। त्वरित बदलाव की गति शुरुआती निवेश को भी तेजी से वसूलने में मदद करती है।
एयरोस्पेस, मेडिकल और ऊर्जा क्षेत्रों में महत्वपूर्ण अनुप्रयोग
5 अक्ष मशीनिंग की खेल बदलने वाली प्रकृति उन क्षेत्रों में खास तौर पर उभर कर आती है जहां नियमन कठिन है और प्रदर्शन की कोई कमी नहीं हो सकती। उदाहरण के लिए, एयरोस्पेस कंपनियां इस तकनीक पर निर्भर करती हैं जो बहुत ही सटीक माप और निर्दोष एरोडायनामिक गुणों की आवश्यकता वाले घटकों जैसे विंग रिब्स और इंजन माउंट्स के निर्माण में सहायता करती है। चिकित्सा क्षेत्र को भी इन मशीनों से काफी लाभ मिला है। अब डॉक्टर रीढ़ की हड्डी के लिए कस्टम बने टाइटेनियम केज और क्रैनियल इम्प्लांट प्राप्त कर सकते हैं जो प्रत्येक मरीज की विशिष्ट शारीरिक रचना के अनुरूप बनाए गए हों। ऊर्जा कंपनियों ने भी पीछे नहीं छोड़ा है, इसका उपयोग 5 axis cnc machine टर्बाइन नोजल और पंप इम्पेलर जैसे जटिल भागों का उत्पादन करने के लिए किया जाता है। इस सब के साथ जो बात सबसे अधिक प्रभावशाली है, वह यह है कि कार्यप्रवाह में सुधार से कितना समय और पैसा बचता है। उदाहरण के लिए, कार्डियक मॉनिटर उद्योग में प्रोटोटाइप बनाने के लिए पहले 15 अलग-अलग स्थापना चरणों की आवश्यकता होती थी लेकिन अब केवल 3 की आवश्यकता होती है। इस प्रकार की कमी से उत्पादन समय और निर्माण के दौरान गलतियों के अवसर दोनों कम हो जाते हैं।
विषय सूची
- क्या है 5 axis cnc machine और यह पारंपरिक तरीकों से कैसे अलग है?
- पांच अक्षों की व्याख्या: X, Y, Z, A, और B में 5 अक्ष सीएनसी मशीनें
- रैखिक अक्ष (X, Y, Z) और उनकी टूल स्थिति निर्धारण में भूमिका
- घूर्णन अक्ष (A और B) और उनका कार्य-वस्तु अभिविन्यास पर प्रभाव
- फाइव-एक्सिस सिंक्रोनाइज्ड मोशन की काइनेमेटिक्स (X, Y, Z, A, B/C एक्सिस)
- उपकरण पथ और उपकरण अभिविन्यास नियंत्रण कैसे सटीकता में सुधार करता है 5-अक्ष प्रणाली
- प्रकार एवं विन्यास 5 अक्ष सीएनसी मशीनें : हेड/हेड, टेबल/हेड और टेबल/टेबल
- कैसे 5 axis cnc machine डब्ल्यू ऑर्क्स: सीएडी/सीएएम प्रोग्रामिंग से लेकर कार्यान्वयन तक
-
लाभ और अनुप्रयोग 5 अक्ष सीएनसी मशीनिंग उद्योग में
- 5-अक्ष मशीनों के साथ बेहतर सटीकता, सतह परिष्करण और कम सेटअप
- जटिल ज्यामिति और जटिल समूहों की मशीनिंग करना
- इष्टतम टूल कोणों के माध्यम से उपकरण जीवन और ड्रिलिंग दक्षता में सुधार
- लंबे समय के आरओआई के मुकाबले उच्च प्रारंभिक लागत: 5 अक्ष सीएनसी मशीन तकनीशियन प्रौद्योगिकी में निवेश का मूल्यांकन करना
- एयरोस्पेस, मेडिकल और ऊर्जा क्षेत्रों में महत्वपूर्ण अनुप्रयोग