先进质量控制(CMM 和激光校准)在精密 CNC 零件中的作用
为什么尺寸精度对于精密数控零件
来说是不可协商的GD&T 作为功能语言:将设计意图转化为实际性能
GD&T(即几何尺寸和公差)是工程师用来传达零件在通过精密 CNC 工艺制造时应如何实际工作的通用语言。常规尺寸测量只能说明部分情况。对于 GD&T 符号,我们不再仅仅讨论尺寸,而是讨论组件如何在整个生命周期中组合在一起、相对移动以及保持适当的交互。以平面度规格为例,它们可以阻止安装板中那些烦人的摆动。垂直度要求使物体保持在需要的位置。还有位置公差?他们确保这些孔图案与其连接的物体完美对齐。如果做得好,这些控制措施可以使制造商免于日后的严重麻烦。想一想:由于表面未正确对齐,液压系统不会再出现液体泄漏。不会因未对准问题而导致航空航天连接发生振动撕裂。由于具有更好的耐受性,医疗设备的使用寿命更长,不会过早磨损。根据 ASME Y14.5 制定的标准,GD&T 不仅仅是形状和尺寸。这实际上是为了准确捕获零件在其预期应用中需要如何运行。
公差漂移成本:QC 失败如何影响废品率、返工和首次合格率
当零件不符合规格时,会给制造商带来一系列问题的连锁反应。仅仅 0.05 毫米的微小平面度问题通常就意味着要返回绘图板进行再加工,这基本上使我们在劳动力、工具和工厂空间上的支出增加了一倍。想一想:在每月生产数千件产品的工厂中,仅仅 2% 的废品率就意味着每月损失价值约 60,000 美元的原材料。行业数据告诉我们,当公差超过 10 微米时,首次合格率平均下降约 18%。如果铝制零件的热膨胀控制不当,返工率会增加 34%。当看到质量控制失败时,这些数字真的很可怕。根据 Ponemon Institute (2023) 的数据,严重的质量控制问题每年给制造商造成约 740,000 美元的损失,并且这一数字每年以约 11% 的速度攀升。除了材料上的金钱损失之外,这些问题还会导致发货延误、保修索赔增加,并最终损害与期望质量稳定的客户的关系。
CMM 检测:验证精密 CNC 零件的黄金标准
对于检查精密 CNC 零件的尺寸精度,坐标测量机 (CMM) 仍然被大多数制造商视为黄金标准。这些机器通过触觉探针或光学扫描仪来绘制复杂的形状,然后对照 CAD 设计进行检查,发现小至一微米的差异。在航空航天和医疗设备等行业中,这一点的重要性变得非常明显。这里一个微小的测量误差可能意味着地面上或某人体内的灾难。这就是为什么这些领域面临 ISO 9001 和 AS9100 等标准的严格监督,这些标准要求在生产的每个阶段都进行坚如磐石的质量控制。
接触式测头与光学 CMM:速度、分辨率和高混合 CNC 生产适用性的权衡
在测量轴承座和其他平面等物体时,接触式测头 CMM 可以实现正负 0.9 微米左右的良好精度,但有一个问题。它们一次只进行一个点的测量,这意味着当速度很重要时,它们的效果就不太好。另一方面,与激光或结构光配合使用的光学 CMM 系统几乎可以立即扫描整个表面。这使得它们非常适合在初始生产运行期间检查复杂形状和精致的薄壁部件。但要注意棘手的材料。这些光学系统通常在处理闪亮表面、透视材料或吸收所有光线的深色哑光饰面时遇到问题。对于处理大量不同零件和频繁更换设置的商店来说,结合这两种技术效果最佳。从光学扫描开始,发现整个组件上的任何明显问题,然后对受 GD&T 公差控制的特定区域进行有针对性的触摸探测。与仅依靠传统探测方法相比,这种双管齐下的方法通常可以节省大约三分之二的时间,同时仍然在整个制造过程中保持可靠的质量保证。
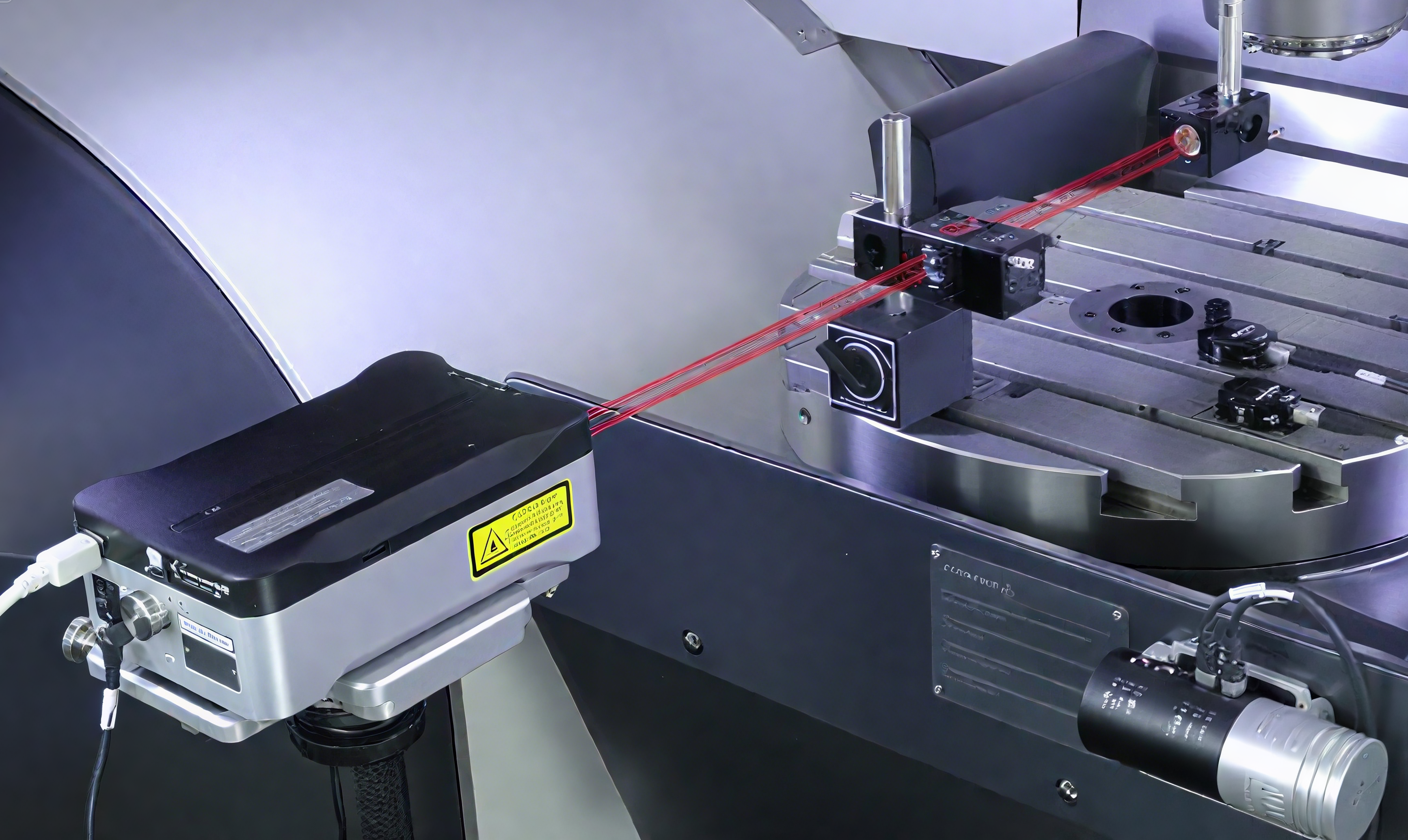
激光校准:在切割开始前确保数控机床精度
随着时间的推移,大多数数控机床都会出现一定程度的漂移,这是由于热量变化、零件磨损以及整个结构的振动等原因造成的,这些问题甚至在任何实际切割发生之前就已经出现了。激光校准工具实际上在生产开始时就测量所有这些微小的几何问题。他们检查直线误差、机器倾斜或转动的程度(俯仰、偏航、滚动),以及不同的轴是否在整个工作空间中正确对齐。传统的球杆仪测试仅关注圆周运动,但现代体积校准更进一步,通过跟踪多个轴如何相互作用,同时模拟实际切割操作。这表明了棘手的非线性误差,例如当主轴在复杂的 5 轴设置中漂移时、由金属膨胀引起的位置偏移(当温度波动 ±15 摄氏度时,钢中有时约为 0.05 毫米),或者当轴彼此不完全垂直时。当制造商根据这些发现创建定制补偿表时,他们可以将定位精度提高到 5 微米以下,从而在到达成品之前就阻止尺寸问题。
API XD-Laser 和 FrogScan™ Flash Peel 3:验证多轴 CNC 系统的体积精度
API XD-Laser 和 FrogScan Flash Peel 3 等工具允许以超出基本检查的方式对多轴 CNC 机床进行彻底校准。这些设备不像传统方法那样依次进行测量。相反,它们在机器实际正常运行时工作,跟踪零件加工时振动和结构弯曲如何影响精度等情况。测量的内容包括机器在不同速度下移动的直线程度、旋转部件是否保持稳定、轴是否在三个维度上保持正确对齐以及机器如何处理方向的突然变化。这里最大的区别是这些工具捕获实际操作过程中发生的错误,而不是只是坐以待毙。这导致创建直接内置于 CNC 控制系统本身的补偿模型。接下来会发生什么?随着时间的推移,机器变得更加可靠和精确。制造商看到的报废零件更少,因为几何形状的潜在问题在任何切割开始之前就可以尽早发现。
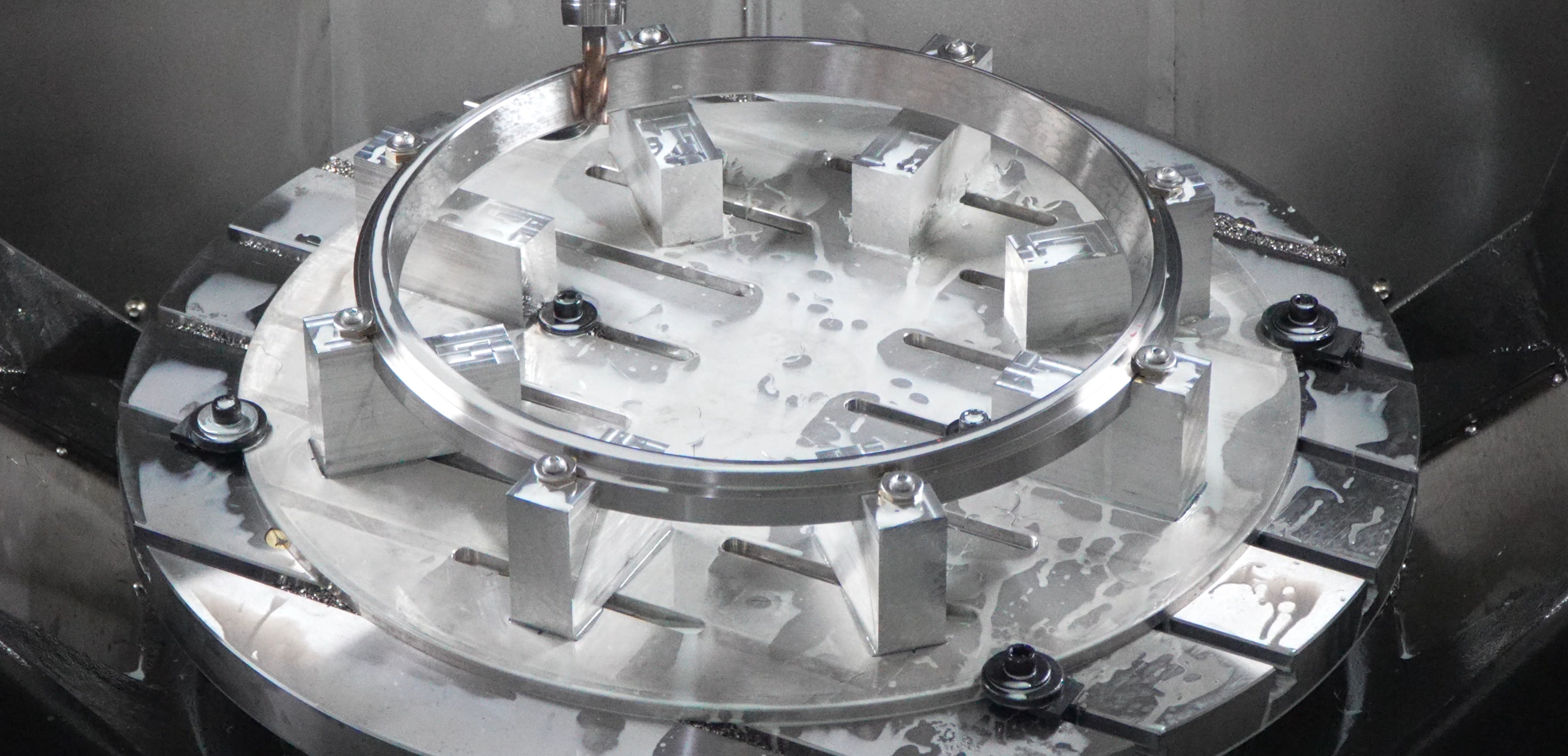
闭环:精密 CNC 零件的实时过程中测量
当制造商在生产过程中实施实时测量时,他们将质量控制从事后完成的事情转移到制造精密 CNC 零件时发生的事情。将激光扫描仪或快速接触式探针等传感器直接放入加工过程中,可以让他们发现尺寸何时开始偏离轨道。发生这种情况的原因是机器升温、工具逐渐磨损或材料不完全均匀。然后,系统会在周期中自动调整切割路径,大多数时候将公差保持在 ±0.005 毫米左右。工厂统计数据显示,这些系统减少了约 35% 的材料浪费,并提高了初始成功率,因为问题在完工之前就被发现了。不过,仍有一些障碍需要克服,特别是处理快速传入的所有传感器数据以及弄清楚如何将有用信号与背景噪声分开。但回报是值得的:更快的生产运行,更少的因稍后修复错误而导致的延迟,以及更好地证明产品满足关键组件所需的严格规格。
常见问题解答
什么是 GD&T?
GD&T(即几何尺寸和公差)是工程师用来传达有关零件形状、尺寸和允许偏差的精确信息的系统,以确保它们在预期应用中正确运行。
为什么尺寸精度在 CNC 加工中很重要?
尺寸精度至关重要,因为它会影响制造零件的性能、可靠性和使用寿命。精度差会导致废品率、返工成本和产品故障增加。
坐标测量机在精密数控加工中发挥什么作用?
CMM(或坐标测量机)用于通过将制造零件的几何形状与 CAD 设计进行比较来验证尺寸精度,确保任何偏差都在可接受的范围内。
接触式坐标测量机和光学坐标测量机有什么区别?
接触式坐标测量机一次测量一个点,精度高,但速度较慢。光学坐标测量机使用激光或光快速扫描整个表面,但可能难以处理反射或透明材料。
激光校准如何提高数控机床精度?
激光校准可识别 CNC 机床中的几何误差,使制造商能够在切割开始之前解决问题,从而提高最终产品的精度并减少尺寸问题。