导致公差不良的常见数控加工错误及避免方法
机床校准和环境因素对数控加工公差的影响

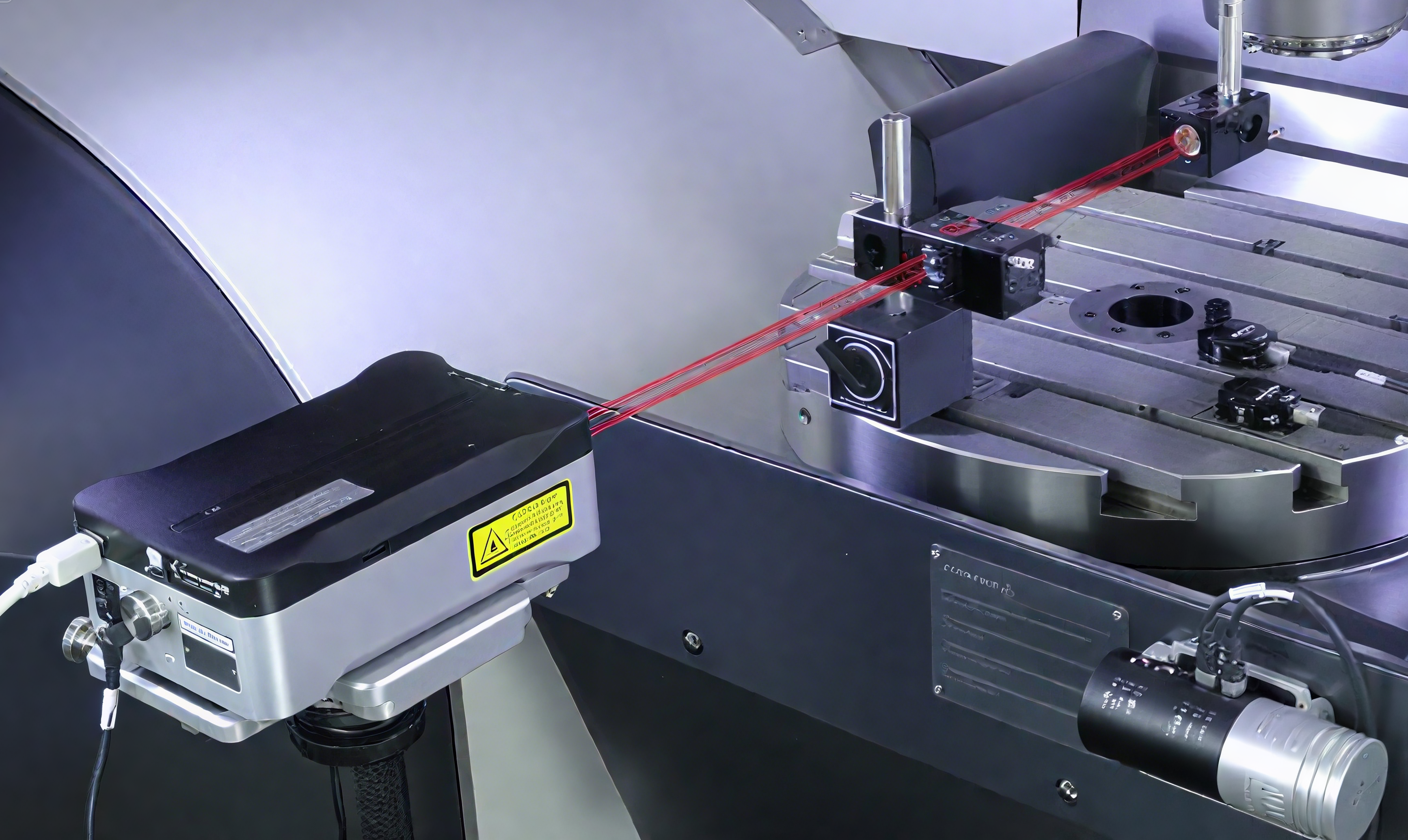
主轴跳动、轴线不对中和反冲会导致系统性尺寸漂移。
当机床主轴无法绕中心轴完美旋转时,切削刀具的精度就会降低。这个问题通常始于机床设置不当,导致线性导轨在运动过程中偏离预定路径。结果呢?零件最终形状变形,不符合规格要求。另一个常见问题是滚珠丝杠系统的反向间隙。每次机床改变方向时都会产生这种微小的延迟,随着时间的推移,这些微小的误差在整个生产批次中累积起来可能超过0.1毫米。根据近期发表在工程期刊上的研究,如果工厂忽视这些问题,质量控制不合格率将上升约30%。为了确保生产顺利进行,大多数工厂现在都采用激光对准检测结合定期维护的方式。这有助于确保精度达到约5微米,这对于高精度制造应用至关重要。
热膨胀和环境温度波动会影响数控加工精度。
温度变化会严重影响尺寸精度,但在制造过程中却常常被忽视。钢结构和铝制部件每升高1摄氏度,其尺寸就会膨胀约12微米。这意味着,如果车间一天内温度波动在10摄氏度左右,一个400毫米的部件最终可能会发生高达0.05毫米的位移——这远远超出了航空航天规范的要求。仅主轴轴承的热膨胀就占精密制造操作中定位误差的约40%。智能工厂通过将环境温度稳定在±1摄氏度以内,并实施专门的软件解决方案来解决这些问题。这些程序会根据从机器关键区域采集的实时传感器读数来调整切削路径,从而帮助补偿那些悄然渗入生产过程的恼人温度变化。
影响数控加工精度的刀具相关误差
磨损、选择不当或不平衡的切削刀具会引入公差偏差。
根据《加工科学与技术》杂志的研究,刀具磨损若不加以控制,大约会造成25%到30%的加工问题。操作人员常常忽略钝化的切削刃会导致切屑排出不均匀,并在工件表面形成热点,这会使加工硬化钢时尺寸公差超出临界值±0.05毫米。使用粗晶硬质合金刀具进行精加工时,往往会产生不必要的振动,这些振动实际上会损害表面质量,而不是提高表面质量。不平衡的刀具会使问题更加严重。在高转速下,离心力会同时作用于刀具本身和被加工零件。这在薄壁加工或深腔加工中尤为突出,因为在这些情况下稳定性至关重要。
高负载数控铣削操作中的刀具补偿误差和刀具挠度
随着悬伸长度的增加,刀具的弯曲程度会显著增大,这在深腔切削或复杂轮廓加工中尤为重要。以标准的 10 毫米硬质合金立铣刀为例,其悬伸长度为 50 毫米。在约 200 牛顿的力作用下,这种刀具的弯曲量可能达到约 15 微米。在加工钛等高韧性材料时,如此微小的形变会导致最终形状出现约 0.1 毫米的偏差。许多计算机辅助制造程序仍然难以准确预测这些力,因为它们无法正确计算切削发生的实际角度。随着误差的累积,这会导致后续出现更大的问题。为了将加工精度控制在可接受的范围内,加工车间需要投资于能够监测切削载荷并根据机床刚度规划切削路径的系统,而不是仅仅依赖传统的偏移图表。
数控加工中的工件夹具不稳定性及夹具引起的误差
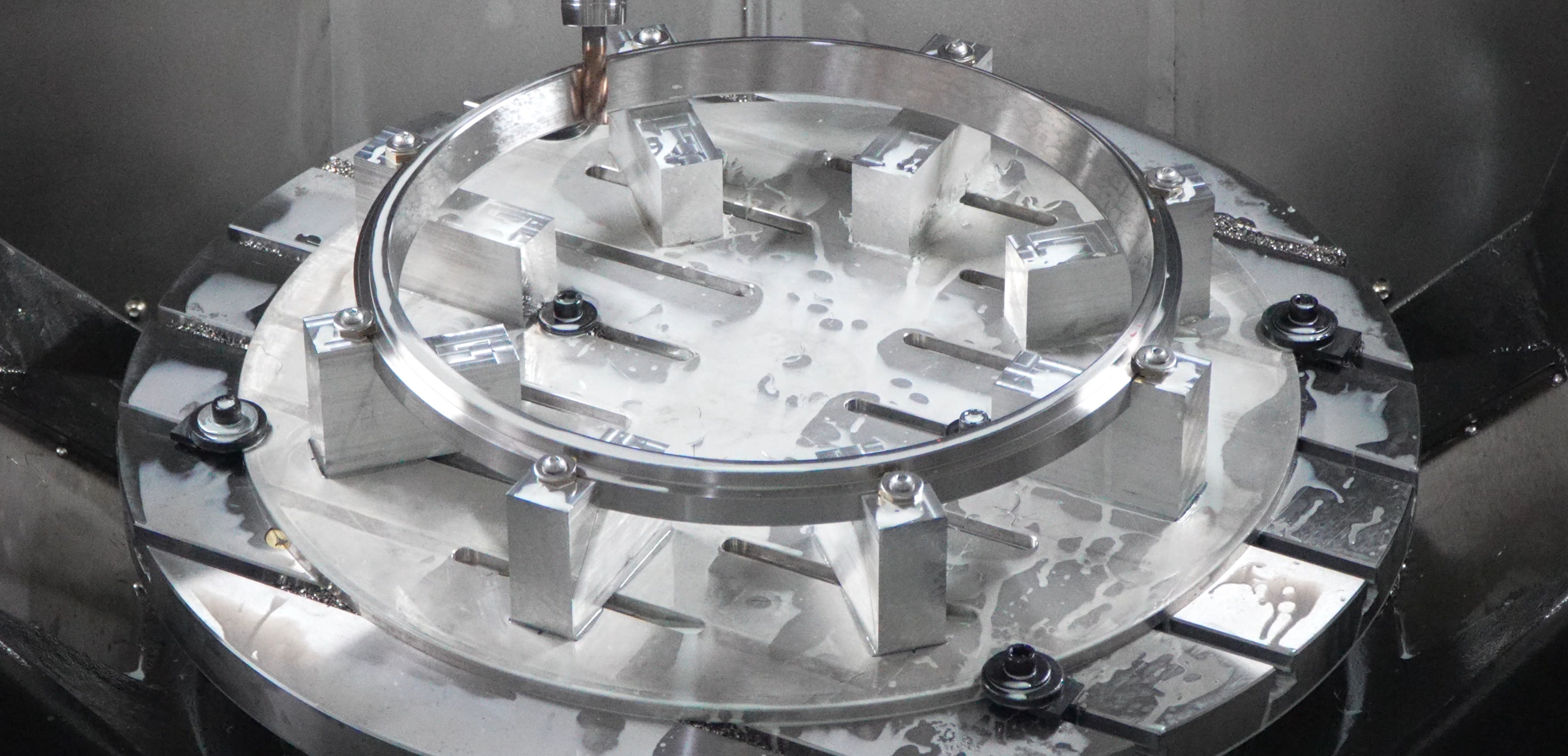
软爪误差、切屑堆积和夹紧引起的零件变形
不稳定的工装夹具仍然是造成本可避免的废品的主要原因之一。如果在制作软爪时没有考虑其与成品零件的实际配合情况,那么从一开始就会出现错位。夹具和零件之间积聚的切屑也会造成各种问题,因为它们会导致支撑不一致,并在加工过程中允许零件发生微小的偏移。然而,真正损害质量的是什么呢?是对薄壁或刚度较低的精密零件施加过大的夹紧力。这些零件在加工过程中会被挤压,然后在松开后略微回弹,即使其他一切都完美无缺,最终的尺寸也无法达到规格要求。根据去年发表在《加工科学与技术》上的研究,在高精度制造环境中,这些夹具问题导致了约15%的可预防尺寸废品。为了解决这个问题,加工车间需要定期使用标准参考零件作为导向来重新加工夹具,安装能够在加工过程中自动清除切屑的系统,并投资购买能够根据实时反馈调节压力的液压夹具。
数控加工中的编程、设置和工艺参数错误
G代码逻辑缺陷、刀具偏移错误和坐标系错位
即使是像小数点位置错误或坐标系验证失败这样的小错误,也会导致特征尺寸偏差正负 0.005 英寸,这通常意味着原本合格的零件会被报废。当刀具长度或直径偏移量出错时,整个刀具路径都会与最初编程的路径错位,如果未能及时发现,误差可能高达 0.2 毫米。正确设置工件坐标系同样至关重要。错误的 Z 轴零点设置会引发一系列问题,并蔓延到后续的每一道工序。如今,大多数加工车间都坚持使用接触式探针进行检查,并在实际加工前进行完整的模拟。据行业报告显示,约 37% 的报废零件是由于生产前检查环节的疏漏造成的。因此,精明的制造商会坚持使用标准检查清单,安排两人复核偏移量设置,并尽可能进行空载运行。
次优的切削速度、进给量和切削深度设置会加剧振动和表面偏差
切削参数的设置方式会直接影响加工过程中工件的稳定性、热量的积累,以及最终刀具的使用寿命。主轴转速过高会激发共振频率,导致刀具产生 50 到 100 微米的形变——这对于追求高精度加工的人来说是极其不利的。另一方面,如果进给速度不足,尤其是在加工不锈钢或镍合金等高硬度材料时,就会出现加工硬化问题。这会导致刀具磨损加剧,表面粗糙度比预期高出约 30%。切削深度也至关重要。切削过深会导致颤振;切削过浅则会导致摩擦而非切削,这两种情况都无法获得理想的光滑表面。最佳设置很大程度上取决于加工材料和零件几何形状。例如,钛的切削速度通常比铝低约 30%,才能有效控制热变形。现在大多数加工车间都依赖传感器系统来实时监测振动,以便操作人员根据需要调整参数。而且说实话,观察工件上的切屑确实能让我们了解一切是否运行顺畅,或者是否需要进行调整,这一点毋庸置疑。
常见问题解答部分
什么是主轴跳动?它如何影响数控加工?
主轴跳动是指机器主轴不能绕其中心轴完美旋转,导致切削刀具精度下降,造成零件变形,不符合规格。
环境温度波动如何影响数控加工精度?
温度变化会导致钢和铝等材料膨胀或收缩,从而造成加工零件的尺寸误差。这在航空航天制造等精密应用中可能会造成问题。
为什么刀具磨损是数控加工中的一个重要问题?
刀具磨损若不加以控制,会导致切屑排出不均匀和局部过热,造成尺寸不准确和质量问题,这些问题可占加工问题的 25% 到 30%。
工件夹具不稳定如何导致数控加工误差?
不稳定的工件夹持,例如软爪不精确和切屑堆积,会导致加工过程中出现错位和偏移,从而导致零件不符合规格。
编程在数控加工误差中扮演什么角色?
编程错误,例如不正确的刀具偏移和坐标系错位,如果不及时发现,可能会导致严重的尺寸偏差和零件报废。