The Critical Role of 5-Axis CNC Machining in Aerospace Component Production
Understanding the demand for precision in aerospace turbine blades and structural components
Turbine blades see some pretty extreme duty cycles. Conditions they work under are hotter than most metals can take, at speeds over 10,000 RPM. Parts for something like this have to be right on the money, with tolerances down to a few microns. The old way of three-axis machining builds up errors because it needs several separate steps to make parts. The latest five-axis CNC machines fix that by having all the axes move at once — in every possible straight line and turning way you can think of. Recent studies from the Aerospace Manufacturing Journal show that method reduces stack-up problems by about 72%. Parts made this way can hold those crazy tight tolerances below 0.01mm radial clearance jet engines need to run their best.
How 5-axis CNC machining enables complex geometry machining for engine components
The addition of A and B rotational axes allows cutting tools to approach workpieces at optimal angles, enabling:
- Undercut machining of serpentine cooling channels in turbine blades
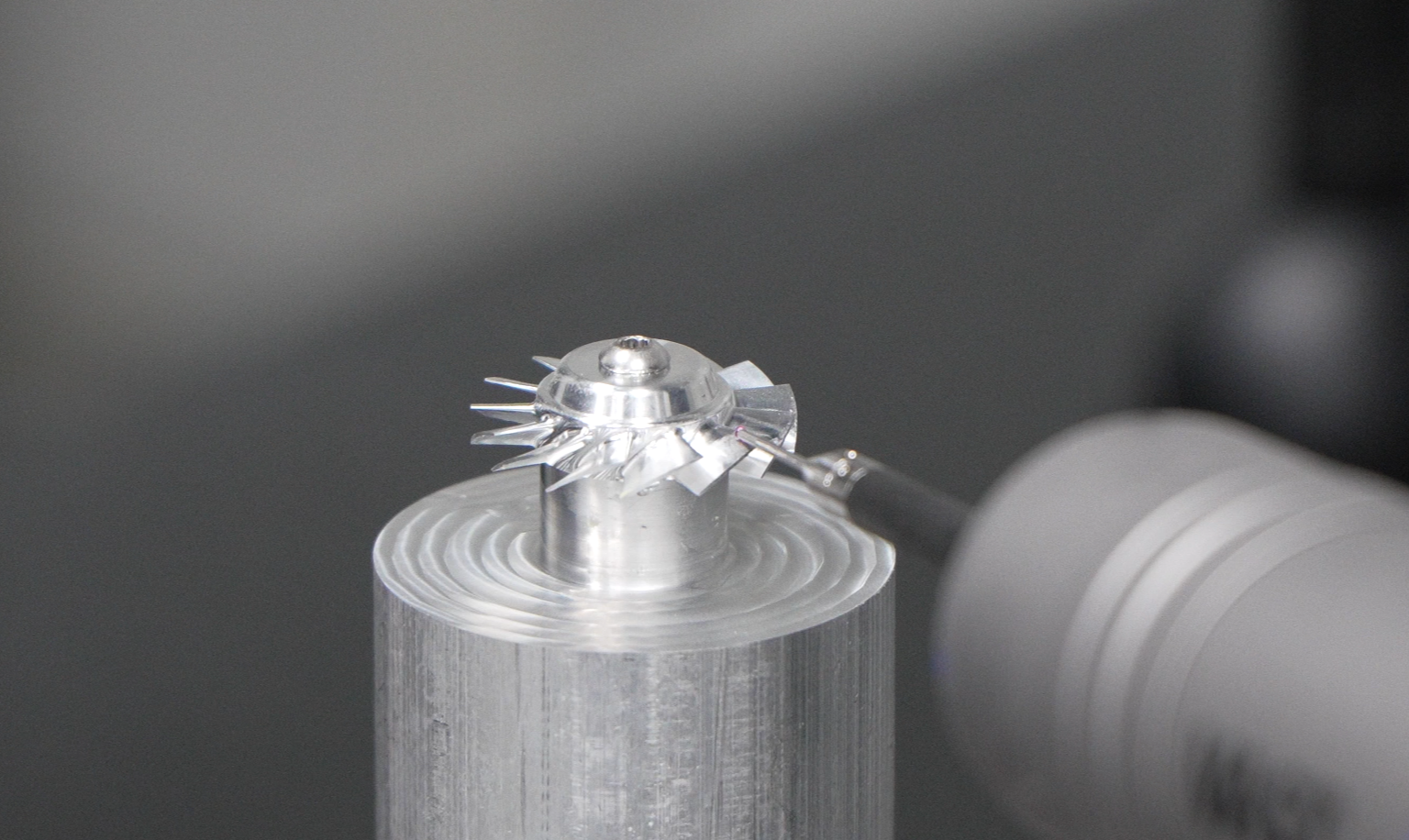
- Single-setup production of integrally bladed disks (blisks) with complex airfoil profiles
- Contouring of structural wing ribs featuring compound curvature
This geometric flexibility reduces production steps by 65% compared to traditional multi-fixture methods, while consistently achieving <16 µin Ra surface finishes critical for aerodynamic performance.
Meeting tight tolerances in aerospace components through advanced milling techniques
5-axis machining achieves positional accuracy within ±0.0025mm using specialized techniques:
| Technique | Tolerance Improvement | Application Example |
|---|---|---|
| Dynamic toolpath optimization | 40% tighter profile control | Turbine blade root fixtures |
| Thermal compensation systems | 0.003mm drift reduction | Engine mount struts |
| Adaptive feed rate control | 28% better surface consistency | Wing spar webs |
These methods support mass production of parts that comply with AS9100D quality standards without requiring post-machining hand-finishing.
Case study: High-precision manufacturing of turbine blades at DEPU CNC Shenzhen Co Ltd
A leading aerospace manufacturer achieved a 99.7% first-pass yield on nickel-alloy turbine blades using a 5-axis horizontal machining center equipped with:
- 240-tool automatic changer for continuous operation
- Laser-assisted tool setting system (µm repeatability)
- Volumetric error compensation across the full work envelope
This setup reduced blade production cycle time by 58% while maintaining <3µm profile deviation over 18-month durability testing.
The integration of 5-axis milling in structural component workflows for efficiency and accuracy
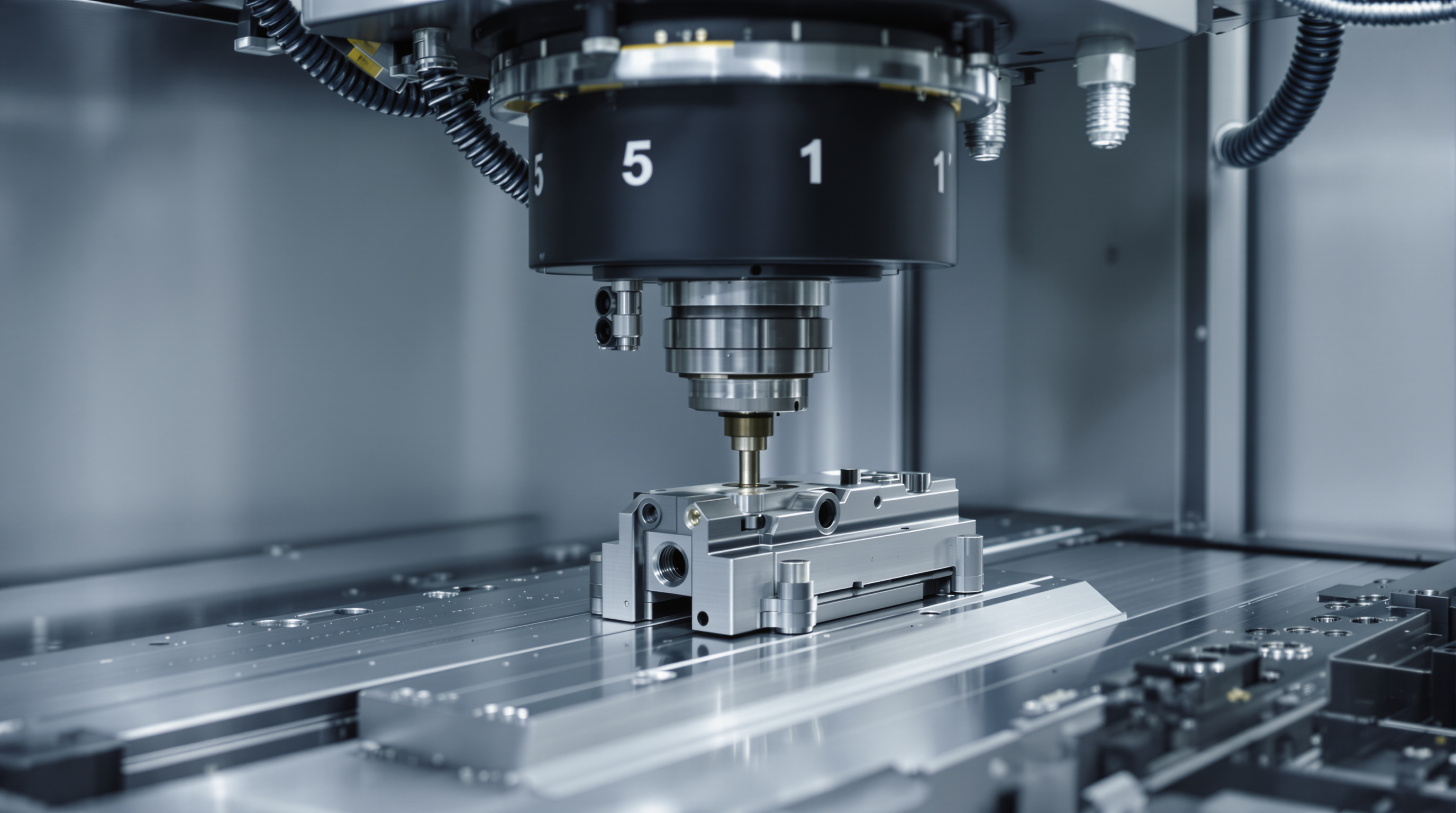
Modern aerospace facilities integrate 5-axis machining with automated pallet changers to enable:
- 24/7 unmanned production of titanium bulkheads
- 92% material utilization through optimized nesting
- 40% faster inspection via built-in probing systems
This integrated approach cuts lead times for structural assemblies by 33% compared to conventional methods, all while meeting the <0.005mm/m straightness requirements for airframe components.
Precision Machining of Complex Geometries in Turbine Blades Using 5-Axis Technology

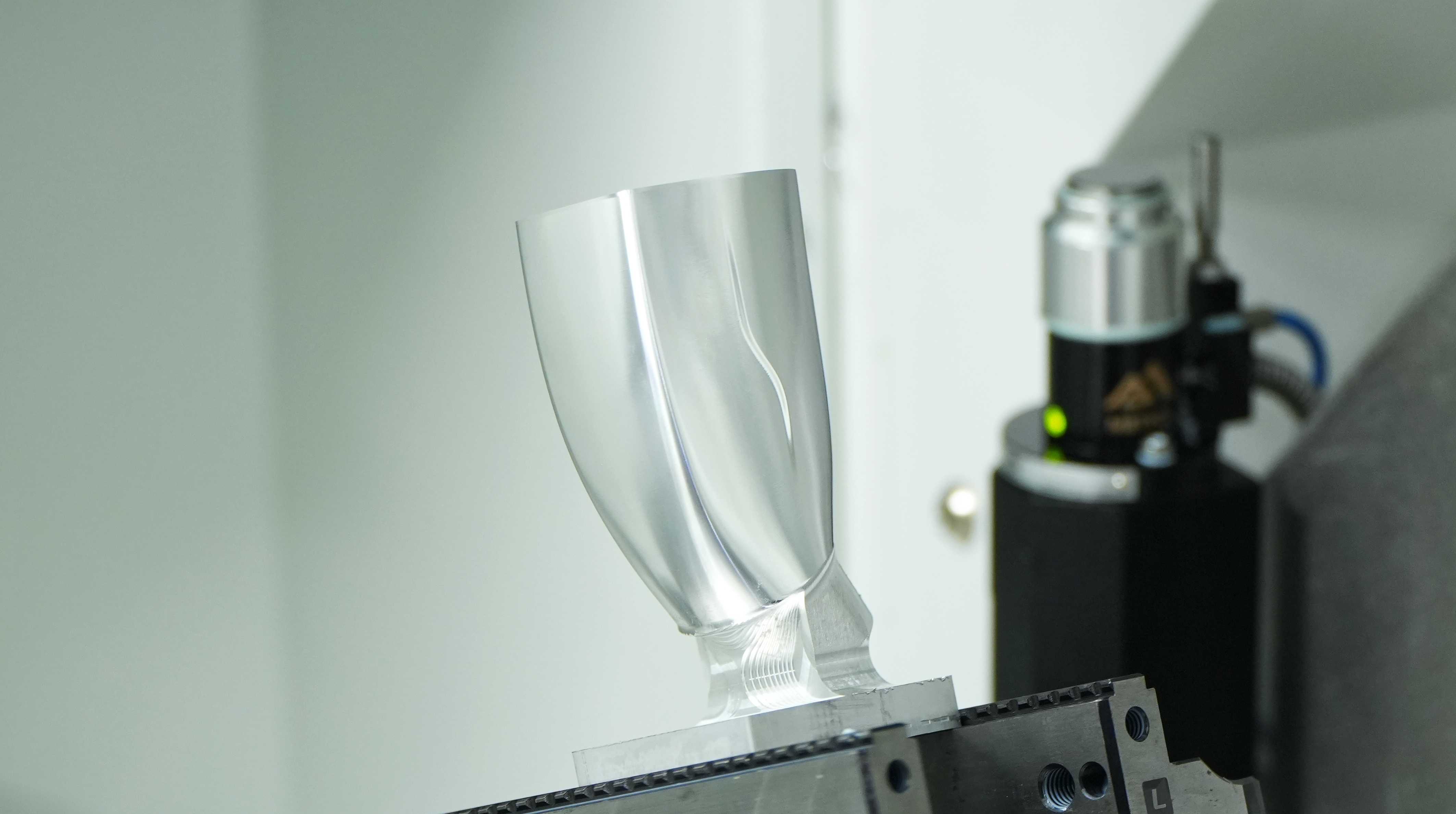
Aerospace manufacturers face increasing demands for lightweight yet durable turbine blades and structural components. 5-axis CNC machining meets these challenges by enabling single-setup production of airfoil contours, internal cooling channels, and root features—geometries that are difficult or inefficient to produce with traditional 3-axis systems.
Overcoming Challenges in Manufacturing Complex Turbine Blades with High-Speed 5-Axis Machining
Thin-walled blade sections—often less than 0.5 mm thick—are prone to vibration during cutting. High-speed 5-axis milling mitigates this with tangential contouring strategies that maintain constant tool engagement at speeds up to 24,000 RPM. This approach reduces cycle times by 60% compared to multi-stage 3-axis processes, according to recent aerospace benchmarks.
Simultaneous 5-Axis Movement for Contouring Intricate Blade Profiles
| Capability | 3-Axis Limitation | 5-Axis Advantage |
|---|---|---|
| Undercut Machining | Requires manual repositioning | Full access via C-axis tilting |
| Surface Finish Consistency | Visible stepovers | <0.2 Ra µin continuous paths |
| Lead Time per Blade | 18-22 hours | 6-8 hours |
Simultaneous motion across rotational and linear axes enables uninterrupted machining of twisted airfoils. For instance, integrally bladed rotors (IBRs) now achieve 0.0004" profile tolerances through synchronized B-axis articulation and Y-axis movement.
Data Insight: Surface Finish Improvements Up to 40% with 5-Axis Over 3-Axis Systems
A 2023 study on Inconel 718 turbine blades found that 5-axis machining reduced average surface roughness (Ra) from 32 µin to 19 µin—a 40.6% improvement—by maintaining optimal chip load and eliminating tool re-entry marks. Smoother surfaces delay crack initiation in high-pressure turbine stages, directly extending component service life.
Controversy Analysis: When 5-Axis Is Overkill — Evaluating Cost vs. Benefit in Blade Production
While five axis systems have their benefits, let's be real, the numbers tell a different story. These high-tech machines when operated typically push up the cost of a job five to almost eight levels above what three axis equipment charges. Interestingly, if you’re just into simple compressor blades with straightforward shaped aerofoils you can manufacture the majority of the parts on in many shops by utilizing what is called adaptive 3+2 axes and getting 95% or more of the output of full five axis equipment while decreasing costs by roughly seventy percent. But here’s where things get complicated. When the parts are so complex that the traditional techniques require more than two manual adjustments, or tool changes during fixturing then the investment in five axis starts making sense especially for small runs where every penny counted.
Machining Superalloys: Addressing Material Challenges in Turbine Blades and Structural Components
The nickel based superalloys such as Inconel 718 and Rene 41 play a really important role in the aerospace industry because they maintain their strength even when exposed to extremely high temperatures around 1200 degrees Celsius. Plus, these materials resist oxidation pretty well which makes them suitable for harsh environments. On the downside though, these alloys have very poor thermal conductivity properties. For instance, while copper conducts heat at about 401 watts per meter kelvin, these superalloys only manage around 11.4 watts per meter kelvin. This means during machining operations there tends to be significant heat accumulation right at the cutting area. As a result, tools used on these materials typically wear out much faster than when working with aluminum alloys, sometimes showing wear rates that are between 40 to 60 percent higher.
Machining Nickel-Based Superalloys for Turbine Blades and Structural Components
Superalloys exhibit strong work-hardening tendencies, which can degrade surface integrity during multi-axis milling. Leading manufacturers counteract this using adaptive roughing strategies that maintain consistent chip thickness (0.15–0.3mm), minimizing residual stress and preventing premature tool failure.
Tool Wear and Thermal Management in 5-Axis CNC Machining of Tough Materials
A 2024 study in the International Journal of Advanced Manufacturing Technology revealed that 5-axis toolpath optimization reduces thermal loading by 28% compared to 3-axis approaches. Key factors include:
- Maintaining continuous tool engagement angles below 45°
- Using variable helix end mills with AlCrN coatings
- Incorporating real-time temperature monitoring via infrared sensors
These practices improve thermal dissipation and extend tool life without sacrificing dimensional accuracy.
Coolant Strategies and Tooling Innovations for Extended Tool Life in Superalloy Applications
High-pressure through-tool coolant systems (1,000+ PSI) combined with cryogenic CO₂ cooling have been shown to increase tool life by 2.3× in Inconel 625 machining trials. Recent advancements include:
| Innovation | Performance Gain | Implementation Cost |
|---|---|---|
| Diamond-like carbon coatings | +37% tool life | $18k/spindle |
| Vortex-tube cooling | 14% heat reduction | $4.2k/machine |
| Self-lubricating inserts | -29% cutting forces | $120/insert |
These innovations allow 5-axis machines to achieve Ra 0.8µm finishes on turbine blade fir-tree roots while maintaining ±0.012mm positional accuracy over 400-hour production runs.
Innovations Driving the Future of 5-Axis Machining in Aerospace Manufacturing
As aerospace design pushes toward lighter, stronger components, 5-axis CNC machining continues to evolve. These advancements address growing demands for intricate cooling channels, thin-walled airfoils, and tolerances as tight as ≤4μm—challenges beyond the reach of conventional manufacturing.
Advancements in Real-Time Toolpath Optimization for Complex Geometries
The present-day 5 axis controllers can actually keep an eye on vibrations along with temperature variations as they perform, and then they slightly adjust the cutting path at the same time. Based on research done by Advanced Manufacturing International last year, this flexible means of machining reduces the time needed to machine those difficult to machine titanium aluminum turbine blades by close to 19 per cent in comparison to the conventional static programming process. The other major advantage is how these adaptable toolpaths deal with those fragile Thin Walled parts. They prevent deflection when removing material so that we achieve eliminated surfaces that finish under Ra 0.8 microns as smooth as this without having to do any secondary hand polishing to remove the visible tool marks. The shops doing work with precision parts are really starting to see this...
Integration of AI and Adaptive Control in 5-Axis Milling Fundamentals and Capabilities
Machine learning algorithms now analyze up to 138 variables—from spindle harmonics to insert coating condition—to predict optimal cutting parameters for Inconel 718 components. AI-driven systems automatically compensate for tool wear during blisk machining, maintaining positional accuracy within 5μm throughout extended 72-hour production cycles.
Future Trend: Hybrid Manufacturing Combining 5-Axis Milling with Additive Processes
Manufacturers in both aerospace and power generation are increasingly adopting hybrid manufacturing configurations that combine conventional 5-axis machining techniques with directed energy deposition technology. The procedure is as follows: the first additive manufacturing is used to produce near net shape turbine blades and the siguiente refers back to the first step. This Two-step method significantly reduces the amount of material wasted in machining of costly nickel-based superalloys saving about 38% versus conventional subtractive machining alone. An added benefit, though, is that the new approach allows engineers to design intricate internal lattice structures within organs – first published in 2022 in the Journal of Advanced Manufacturing Systems, some structural enhancements from such lattices enhance the parts’ strength with about a 22% weight reduction, meaning parts have less weight but more strength than anything previously allowed.
Digital Twins and Predictive Maintenance in Smart Aerospace Machining Ecosystems
Digital twins of 5-axis machines simulate every phase of structural component production, predicting spindle bearing failures up to 400 operating hours in advance. This reduces unplanned downtime by 31% in aerospace foundries. IoT-enabled tool monitoring further optimizes coolant delivery, extending carbide endmill lifespan by 18 cycles during superalloy machining.
FAQ
What is 5-axis CNC machining and how does it differ from traditional methods?
5-axis CNC machining involves moving tools or the part being machined across five different axes simultaneously. This allows for more complex and precise cutting compared to traditional 3-axis methods, which need multiple setups.
Why is 5-axis CNC machining important in aerospace manufacturing?
The aerospace industry demands high precision due to the extreme conditions components face. 5-axis machining offers precise cuts, complex geometry capability, and reduced lead times, which are essential for producing high-quality aerospace components.
What are superalloys and why are they used in aerospace industries?
Superalloys like Inconel 718 are used in aerospace because they maintain strength at high temperatures and resist oxidation. However, they are difficult to machine due to poor thermal conductivity.
How does 5-axis machining improve the production of turbine blades?
5-axis machining reduces setup times and errors, ensuring precise cuts and optimal angles, which are critical for the aerodynamic performance of turbine blades.
What challenges do manufacturers face when using 5-axis CNC machines?
Despite their advantages, 5-axis machines are more expensive to operate than 3-axis systems. Evaluating the complexity of parts and balancing cost versus benefits is crucial.