对于复杂零件,5轴数控机床总是最佳选择吗?
对于复杂零件,5轴数控机床总是最佳选择吗?
为什么“复杂”并不一定意味着五轴
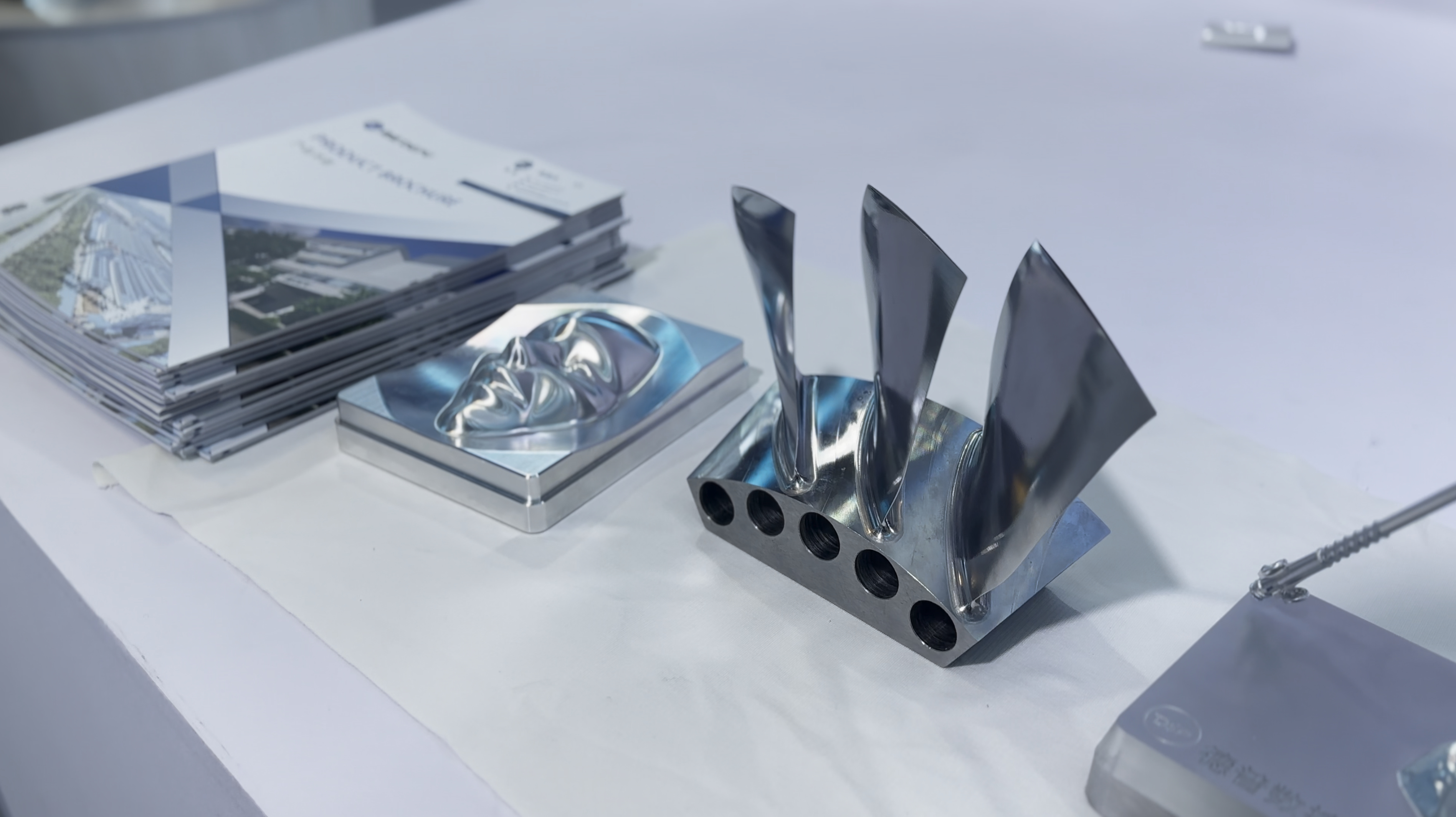
在现代制造业中, “复杂零件”一词经常被随意使用。零件具有多个特征、公差要求严格或材料难加工,并不意味着五轴数控机床就是最佳解决方案。
制造商真正应该问的问题是:对于特定的几何形状、公差范围和生产规模,五轴数控机床是否总是必要的?在许多情况下,可以通过智能夹具、优化的三轴加工策略或3+2分度设计来解决看似复杂的加工难题。
理解零件复杂的原因比它在 CAD 屏幕上的外观更重要。
五轴数控加工复杂零件的优势显而易见
有些情况下,对于复杂零件而言,5轴数控机床不是可选项,而是必不可少的。
典型例子包括:
底切和深内凹特征
自由曲面需要连续的工具定向。
需要单次设置基准控制的部件
薄壁元件对重新夹紧变形很敏感
在这些情况下,5 轴加工减少了装夹次数,提高了表面光洁度,并保持了多装夹方法无法比拟的几何完整性。
何时三轴或3+2轴加工更具成本效益
尽管五轴加工功能强大,但它并非总是最具成本效益的数控加工方案。许多被贴上“复杂”标签的零件,其实可以通过3+2轴分度加工策略高效生产。
在以下情况下,三轴或3+2轴加工通常是合理的:
功能仅可通过有限方向访问。
容差是局部性的,而非累积性的。
生产量大,周期时间是成本的主要因素。
在这种情况下,结构更简单的机器可以提供更高的主轴利用率和更低的编程复杂度。
设置次数与几何形状:真正的决策驱动因素
五轴数控加工最强有力的优势不仅仅在于几何精度,更在于减少设置次数。每增加一次设置,都会带来以下问题:
基准面偏移风险
运算符依赖性
检查重复
如果一个零件需要在三轴机床上进行三次以上的高精度装夹,那么情况往往会发生变化。这时,制造商们就会重新思考这个问题:五轴数控机床是否总是必要的,或者仅仅是最稳定的解决方案?
公差累积:重新定位何时成为问题
在复杂零件制造中,累积公差通常比单个特征的公差更为重要。即使是几何形状相对简单的零件,如果需要在多个面上保持位置关系,也可能需要五轴加工。
例如:
具有多个接口平面的航空航天支架
需要跨角度特征保持同心的医疗组件
在这种情况下,一次装夹加工的优势超过了 5 轴数控加工带来的任何额外成本。
编程、验证和人为因素
五轴加工对CAM编程、后处理和仿真提出了更高的要求。对于小批量生产或设计快速变化的情况,这种额外的开销可能会超过其带来的益处。
制造商应评估:
CAM成熟度和后处理器可靠性
同时运动时的碰撞风险
操作员和程序员经验
如果没有合适的配套设施,5轴数控机床加工复杂零件反而会增加风险,而不是降低风险。
产量改变了等式
产量从根本上改变了决策。对于单件生产而言,灵活性最为重要;而对于批量生产而言,稳定性和产能则更为关键。
低产量、高复杂度 → 五轴加工通常是合理的
中等规模,中等复杂度 → 3+2 通常为最佳方案
高产量、可重复几何形状 → 专用三轴机床可能胜出
这进一步说明了为什么5轴数控机床始终是必要的,必须在规模的背景下回答这个问题,而不仅仅是能力的问题。
混合策略:在最关键的领域运用五轴分析
许多先进制造商采用混合工作流程:
5轴加工用于关键几何形状
用于二次特征的三轴加工
这种方法兼顾了精度和成本效益的数控加工,在不过度使用高端资源的情况下最大限度地提高了投资回报率。
正确的选择是战略性的。
五轴数控机床功能强大,但任何工具都一样,只有正确应用才能发挥其价值。最成功的制造商在投入使用前,都会评估零件功能、公差交互作用、生产规模以及组织准备情况。
那么,对于复杂零件来说,5轴数控加工是否总是必要的呢?并非如此。
但当复杂性威胁到精度、稳定性或效率时,5 轴就成为正确的选择,有时甚至是唯一的选择。
常问问题
对于复杂零件,是否总是需要五轴数控机床?
不。许多看起来很复杂的零件,根据几何形状和公差,可以使用 3 轴或 3+2 轴策略高效加工。
哪些类型的零件真正需要五轴加工?
具有倒角、自由曲面或严格的多面位置公差的零件通常需要 5 轴数控加工。
三轴加工和五轴加工的成本对比如何?
5轴加工虽然编程和机器成本较高,但可以通过减少设置次数和提高产量来降低总成本。
制造商能否将三轴加工和五轴加工结合起来?
是的。混合策略很常见,通常能在精度和成本效益之间取得最佳平衡。