五轴数控加工已成为航空航天、医疗、能源和其他高可靠性行业不可或缺的工具。它能够在一次装夹中加工出复杂的几何形状,从而实现更严格的公差、更好的表面完整性和更短的交货周期。
然而,五轴加工的优势并非唾手可得。许多制造商投资购置了先进的五轴设备,但由于编程错误,未能充分发挥其潜力,这些错误会影响精度、表面质量、刀具寿命,甚至零件安全。
本文结合航空航天和医疗制造领域的实际经验,概述了在五轴数控机床编程中最常见且代价最高的错误,并指出了应避免这些错误。避免这些陷阱对于实现微米级精度、稳定的重复性和可预测的投资回报率至关重要。
1. 将五轴编程视为高级三轴加工
最根本的错误之一是将五轴编程视为三轴逻辑的延伸。
在三轴工作流程中,程序员通常:
锁件方向
依赖多种设置
接受数据偏移是不可避免的
在真正的五轴联动加工中,这种理念会带来:
过度约束的刀具路径
不必要的重新定向
错失一次性完成的机会
5轴加工不在于轴的数量,而在于几何形状、刀具方向和切削力的连续协调。
当程序员未能设计出充分利用 A 轴和 B 轴运动的刀具路径时,他们往往会重新引入 5 轴机床旨在消除的错误:累积公差叠加、表面光洁度不一致和循环时间延长。
最佳实践:
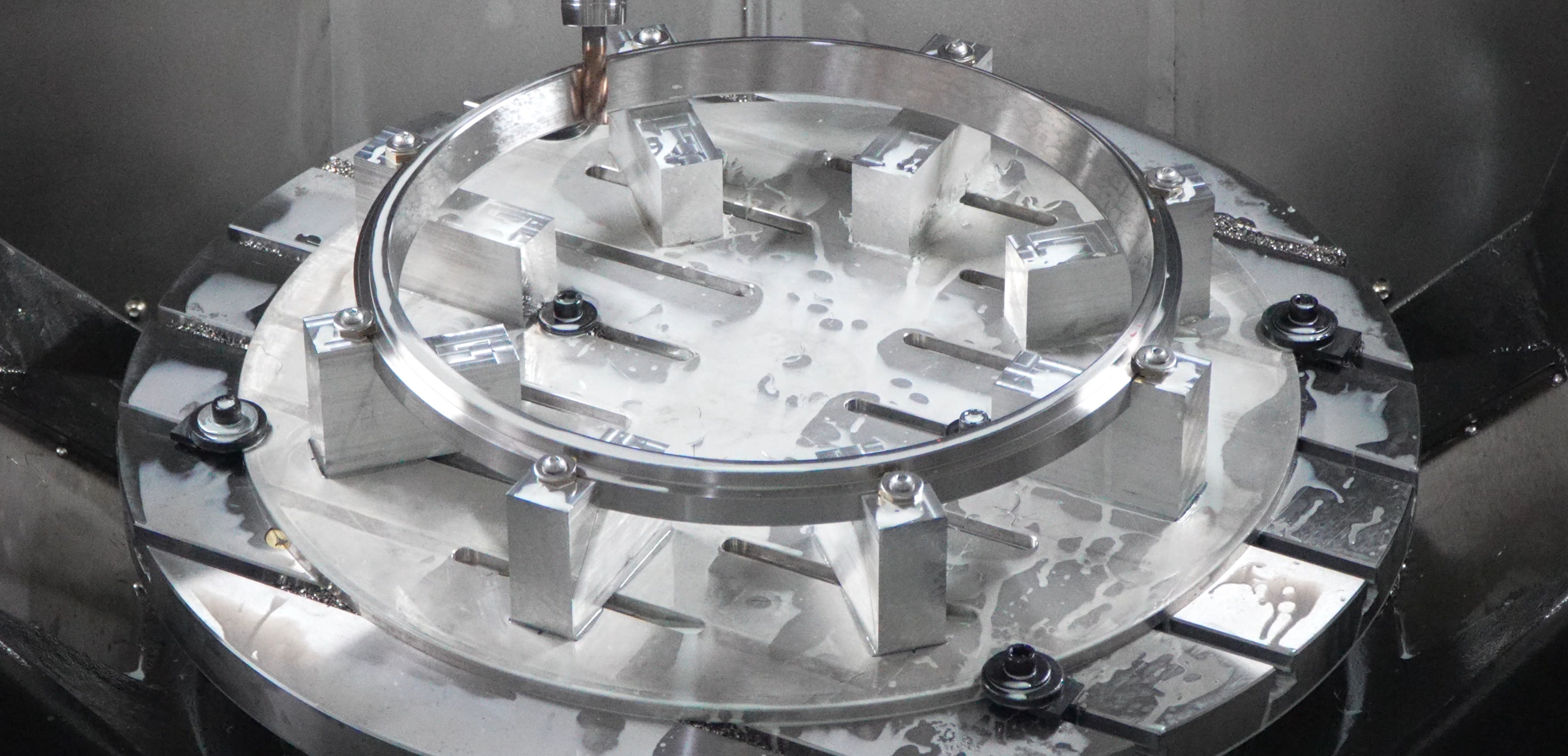
从一开始就采用“单基准、全轮廓”策略进行加工。目标是尽可能实现零件的完全可及性和不间断加工。
2. 忽略刀具方向优化和前角/后角
在五轴加工中,刀具方向与刀具位置同样重要。
常见的错误是在处理复杂曲面时保持刀具角度不变。这会导致:
刀具挠度过大
薄墙上的杂音
表面粗糙度不均匀
刀具过早磨损
对于钛或因科镍合金等难加工材料,不正确的导角和滞后角会显著增加切削力——通常超出高端主轴的设计承受能力。
这件事的重要性:
刀具挠曲会直接降低几何精度。
即使进给速率降低,表面Ra值也会增加。
热量集中在切削刃处,加速磨损
最佳实践:
使用动态工具方向,持续调整导程/滞后角度,以保持最佳啮合状态。这可以实现:
更短、更硬的工具
更稳定的切削力
表面光洁度提高(通常 Ra ≤ 0.4 μm,无需二次抛光)
3. 碰撞规避能力差,机器仿真不完整
许多 5 轴碰撞事故并非发生在车间现场,而是发生在 CAM 环境中——因为跳过了完整的运动学仿真或过度简化了仿真。
常见的模拟错误包括:
忽略主轴鼻端和刀柄几何形状
未能对旋转轴极限进行建模
忽略电缆缠绕或轴线奇异性
假设 CAM 默认设置“足够安全”
在五轴加工中,即使是几度的意外旋转也可能导致:
刀柄碰撞
轴过行程报警
周期后期报废的零件
最佳实践:
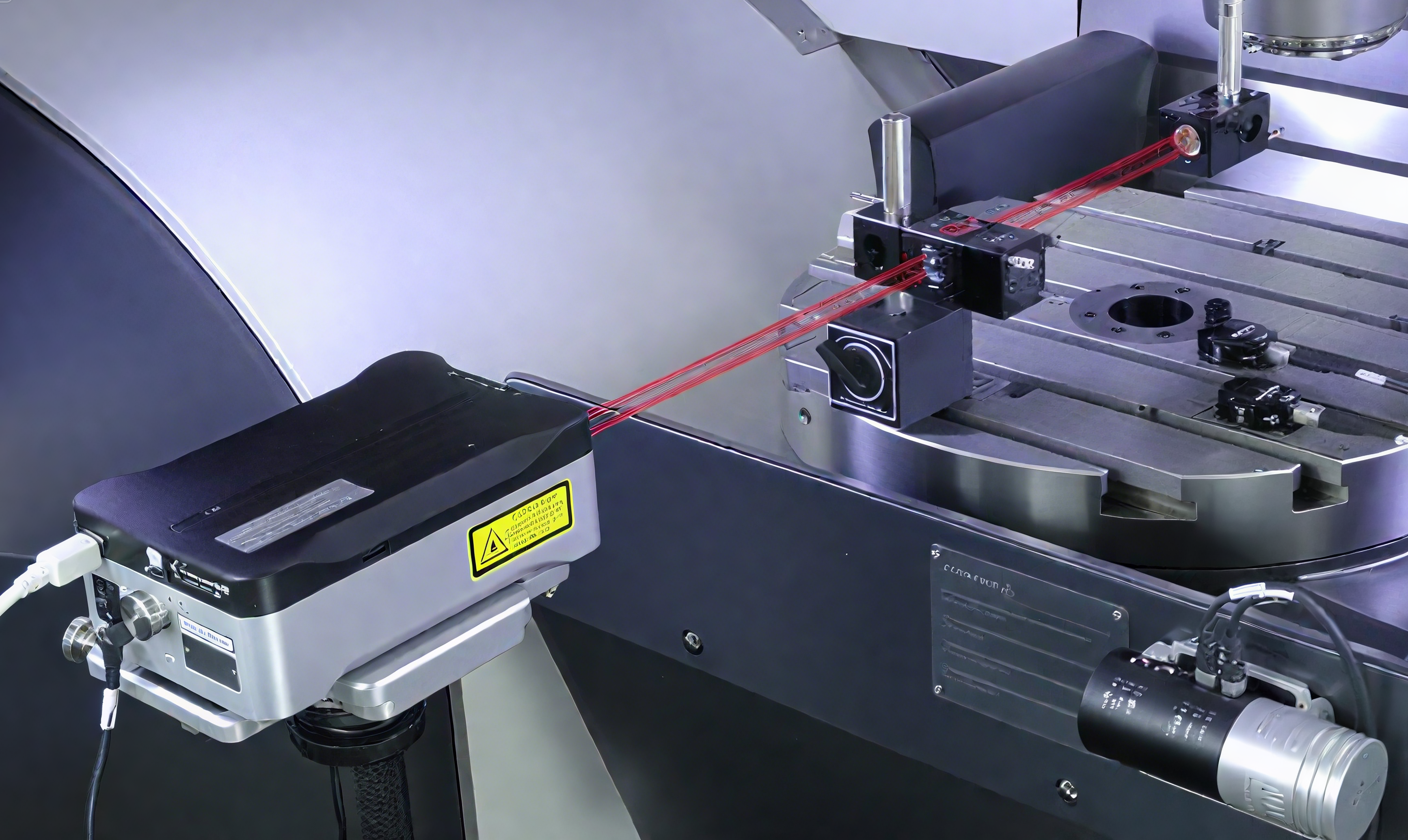
始终使用完整的数字孪生仿真,包括:
精确的机器运动学
刀具、刀柄和主轴型号
轴线限制和安全区
这在航空航天和医疗应用领域尤为重要,因为在这些领域,一次碰撞就可能由于可追溯性要求而导致整批产品失效。
4. 忽略基准策略和基于特征的GD&T逻辑
另一个代价高昂的错误是,在没有明确基准和 GD&T 驱动策略的情况下进行编程。
在五轴加工中,人们很容易“让机器处理一切”。然而,如果没有明确的基准结构:
关键特征之间可能会发生相对漂移
检查结果变得不一致
零件可能通过了三坐标测量机检测,但功能组装失败。
这尤其危险,尤其适用于:
航空航天安装接口
医用植入物配合面
密封和承载特性
最佳实践:
使编程策略与GD&T意图保持一致:
尽可能保持单一主要数据点
顺序操作以保护关键功能
避免不必要的重新定向,以免引入数据歧义。
精密加工不仅仅是达到数字目标,而是要保持特征之间的功能关系。
5.低估长五轴循环过程中的热效应
五轴加工通常包括:
更长的连续循环
高主轴负载
多表面接触
常见的编程疏忽是忽略机器、主轴和工件的热膨胀。
即使是微小的温度变化也会导致:
长周期内微米级漂移
大部件表面波纹
第一部分和最后一部分的结果不一致
关键事实:
钢材每升高1摄氏度,每米会膨胀约10微米。如果没有热补偿,就无法保持±2-5微米的严格公差。
最佳实践:
使用具有实时热补偿功能的机器
程序探测周期用于过程验证
采取平衡的切割策略,避免局部过热。
热稳定性必须在编程阶段就加以考虑,而不是在检查失败后才进行纠正。
6. 忽略刀具长度、作用范围和刚度之间的权衡
5 轴机床能够加工深层特征——但这常常诱使程序员不必要地使用长臂刀具。
结果:
刚度降低
放大振动
表面完整性差
更高的废品率
在 5 轴同步加工中,只需重新调整零件方向,即可使用较短的刀具加工许多特征,但这一优势却常常未得到充分利用。
最佳实践:
优先考虑最短的工具长度
利用机器运动学原理来实现访问,而不是通过工具延伸。
调整工具方向以保持刚性
这种方法可以改进:
表面光洁度一致性
工具寿命
批次间尺寸稳定性
7. 编程策略与材料行为不符
不同的材料对五轴加工的反应截然不同——忽略这一点是一个重大的编程错误。
例如:
钛:对热量积累敏感 → 需要控制接触和自适应供料
因科镍合金:加工硬化速度快 → 需要持续的切削条件和振动控制
医用合金(钴铬合金、聚醚醚酮):表面完整性至关重要 → 过度抛光或返工是不可接受的。
编程时若不考虑材料物理特性,会导致:
微裂纹
残余应力
疲劳寿命缩短
最佳实践:
材料性能必须影响:
刀具路径样式
进给和速度调节
进入和退出策略
在关键行业中,表面完整性与尺寸精度同等重要。
8. 将后期处理视为最后一步而非核心环节
后处理错误是五轴加工中一个隐藏的风险。
通用型或调校不佳的后处理器可能出现以下情况:
引入轴反转误差
误解旋转运动
创建不安全的过渡
这些问题往往直到以下情况才会显现:
发生碰撞
出现容差违规
机器警报导致生产停止。
最佳实践:
使用机器专用的、经过验证的后处理器
定期将输出结果与模拟结果进行比对
将后处理视为加工系统的一部分,而不是事后考虑的因素。
结论:五轴编程是一个系统,而非捷径
5 轴数控加工具有无与伦比的能力——但只有当编程、机器动力学、材料和质量策略作为一个系统协同工作时才能实现。
避免这些常见错误能够帮助制造商:
实现真正的单次设置精度
保持亚微米级一致性
减少废料和返工
自信满足航空航天和医疗监管要求
在关键部件制造中,编程规范与机器性能同等重要。
常问问题
1. 五轴数控编程中最常见的错误是什么?
最常见的错误包括将五轴加工当作高级三轴加工来处理、未能优化刀具方向、跳过全机仿真、忽略基准策略、忽略热效应以及使用通用后处理器。这些错误通常会导致公差漂移、表面光洁度差、刀具碰撞以及零件质量不稳定——尤其是在航空航天和医疗应用领域。
2. 为什么五轴数控机床不能像三轴机床那样进行编程?
因为五轴数控加工依赖于线性轴和旋转轴的连续协调,而不是固定的方向。如果采用三轴加工的思维方式进行编程,就会引入不必要的重新设置、次优的刀具角度以及累积基准误差——从而抵消了五轴加工的主要优势,例如单次装夹精度和表面完整性。
3. 不正确的刀具方向如何影响五轴加工精度?
不正确的刀具前角和后角会增加刀具挠度、振动和切削力不均。这会直接降低几何精度和表面光洁度,尤其是在加工钛合金、因科镍合金或薄壁结构时。正确的刀具方向可以缩短刀具长度,提高刚性,并获得更稳定的微米级加工结果。
4. 对于 5 轴数控编程来说,真的有必要进行全机仿真吗?
是的。完整的运动学仿真——包括主轴、刀架、旋转极限和轴奇异性——至关重要。许多五轴加工故障并非源于机器性能不足,而是由于仿真不完整。在监管严格的行业中,一次碰撞就可能因为可追溯性和质量合规性要求而导致零件失效。