五轴数控机床与三轴数控机床:您应该了解的关键区别
引言:为什么轴线配置在现代制造中至关重要
在数控加工中,可控轴的数量直接决定了可以加工的几何形状、加工精度以及生产规模的扩展效率。比较五轴数控加工和三轴数控加工,其差异并非渐进式的——它从根本上改变了加工策略、零件质量和总制造成本。
虽然3 轴数控加工仍然广泛用于简单的棱柱形零件,但 5 轴数控加工对于航空航天、医疗、能源和高精度工业应用来说至关重要,因为在这些应用中,复杂的几何形状、严格的公差和先进的材料是不可妥协的。
本文解释了您应该了解的关键区别,从运动能力和精度到成本效益和实际应用案例。
什么是三轴数控加工?
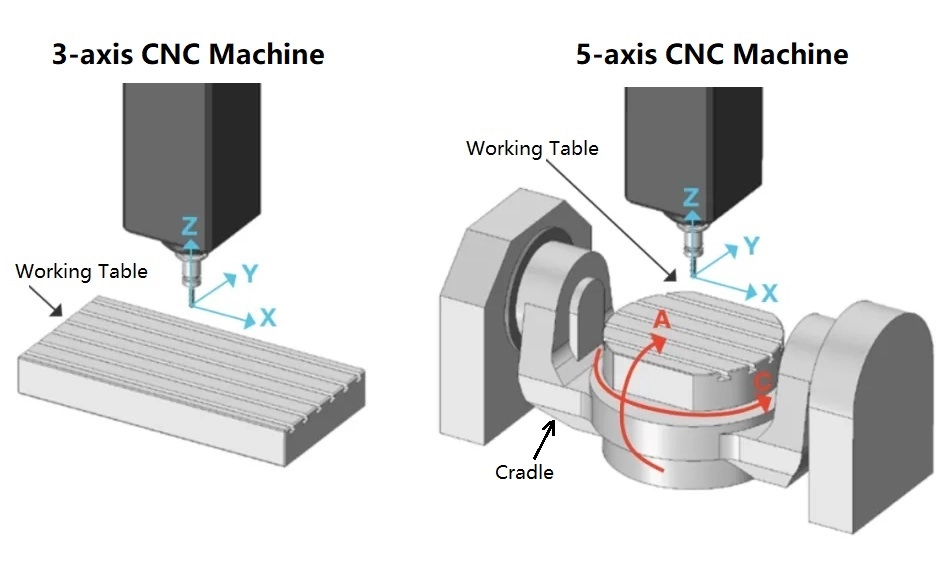
三轴数控加工沿三个线性轴(X轴、Y轴和Z轴)进行操作。切削刀具从单一方向接近工件,如果特征位于不同的面上,则需要多次装夹。
三轴数控加工的特点
仅线性运动(X、Y、Z)
多面零件需要多种夹具。
累积对齐误差风险较高
降低机器和编程成本
三轴数控加工适用于平面、槽、孔和基本外壳的加工。然而,一旦加工形状变为曲面或多角度,其局限性就显现出来。
什么是五轴数控加工?
五轴数控加工在传统的三个线性轴的基础上增加了两个旋转轴(通常为A轴和B轴或A轴和C轴)。这使得刀具或工件在切削过程中可以倾斜和旋转。
五轴数控加工的核心能力
多角度同步加工
复杂零件的单次装夹制造
更短的刀具长度和更好的刚性
连续刀具路径控制
五轴数控加工能够在一次装夹中加工出复杂的几何形状,从而显著提高精度、表面光洁度和生产效率。
五轴数控机床与三轴数控机床:并排比较
| 范围 | 三轴数控机床 | 五轴数控机床 |
|---|---|---|
| 轴运动 | X、Y、Z | X、Y、Z轴 + 2个旋转轴 |
| 设置计数 | 多种的 | 单身(大多数情况下) |
| 几何复杂度 | 有限的 | 极高 |
| 典型公差 | ±0.005” | ±0.0005” |
| 表面处理 | 1.6–3.2 µm Ra | Ra <0.4 µm |
| 工具范围 | 需要长柄工具 | 短而硬的工具 |
| 编程复杂度 | 低的 | 高的 |
| 应用范围 | 通用机械加工 | 航空航天、医疗、先进零部件 |
这一对比突显了为什么五轴数控加工越来越受到复杂零件制造的青睐。
精度与公差:精密差距
在高风险行业中,多次装夹造成的公差累积是不可接受的。对于三轴数控加工而言,每次重新装夹都可能引入偏差。
五轴数控加工通过在整个加工过程中保持基准完整性来消除这种风险。连续多轴刀具控制可实现:
微米级几何一致性
提高定位精度
生产批次间具有优异的重复性
对于航空航天支架、涡轮机部件和骨科植入物而言,这种精度不是可有可无的,而是必须的。
表面光洁度和刀具啮合
表面质量直接受刀具角度和啮合一致性的影响。
三轴数控加工通常需要二次精加工。
五轴数控加工可在整个切削过程中保持最佳刀具方向
因此,5 轴数控加工可实现低于0.4 µm Ra 的表面光洁度,从而减少抛光时间,提高承重零件的抗疲劳性能。
效率、交付周期和成本考量
何时需要三轴数控机床?
简单几何
小批量或原型制作
对成本敏感且容差范围较大的项目
五轴数控机床何时值得投资
复杂零件制造
严格的公差和高表面要求
钛和因科镍合金等先进材料
通过单次装夹加工缩短交货时间
虽然 5 轴数控机床的前期成本较高,但由于设置次数减少、夹具减少和废品率降低,其总体拥有成本通常较低。
行业应用:差异化最关键的领域
航空航天制造
5 轴数控加工能够制造出轻质结构件、叶轮和涡轮叶片,而这些部件在 3 轴系统中是无法精确加工的。
医疗器械制造
定制植入物和手术工具需要光滑的表面和复杂的有机形状——非常适合 5 轴数控加工。
能源和工业设备
高负载部件受益于五轴数控加工带来的精确几何形状和优异的表面完整性。
选择五轴数控机床还是三轴数控机床
决策应以零件几何形状、公差要求和长期生产策略为依据,而不仅仅以机器成本为依据。
如果您的零件包含:
多个复合角
严格的GD&T要求
高性能材料
那么,五轴数控加工就是正确的技术选择。
常问问题
1. 五轴数控加工比三轴数控加工精度更高吗?
是的。五轴数控加工减少了设置误差,保持了一致的基准,从而显著提高了精度。
2. 为什么五轴数控加工对于复杂零件制造至关重要?
它允许在一次装夹中加工多面体和轮廓特征,从而提高精度和效率。
3. 三轴数控加工是否正在被淘汰?
对于简单的零件,3 轴数控加工仍然有效,但对于复杂的几何形状,它无法取代 5 轴数控加工。
4. 五轴数控加工能否缩短生产时间?
是的。减少装夹次数、缩短刀具长度、优化刀具路径可以显著减少总加工时间。